
How Does Reorder Point Work in SAP?
Executive Summary
- The question of how does reorder point work in SAP is important to using it properly.
- We cover how does reorder point work in SAP in both ERP and APO.
Introduction
Reorder points have a poor reputation. Many people that critique them do so on the basis that they do not “look forward.” Reorder points are underused. However, they are appropriate under certain circumstances. MRP is a forecast based planning method. Reorder points are a non-forecast or consumption-based planning method. That is, they are triggered by stock dropping below the reorder point. Each supply planning method can be used for product location combinations to good effect, but they tend to apply to opposite conditions related to forecast accuracy. Both SAP A P O and SAP ERP have reorder point functionality. You will learn the basics of reorder points, then move into how they are calculated, and then set up in SAP A P O and SAP ERP.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, visit this link.
Sum (Safety Stock + Expected Average Consumption for the Replenishment Lead Time)
The reorder level or point is essentially the demand over lead-time + the safety stock, which is the upper level of demand based upon the variability in supply and demand (depending upon how the company calculates safety stock and the safety stock takes into account). Manual or Externally
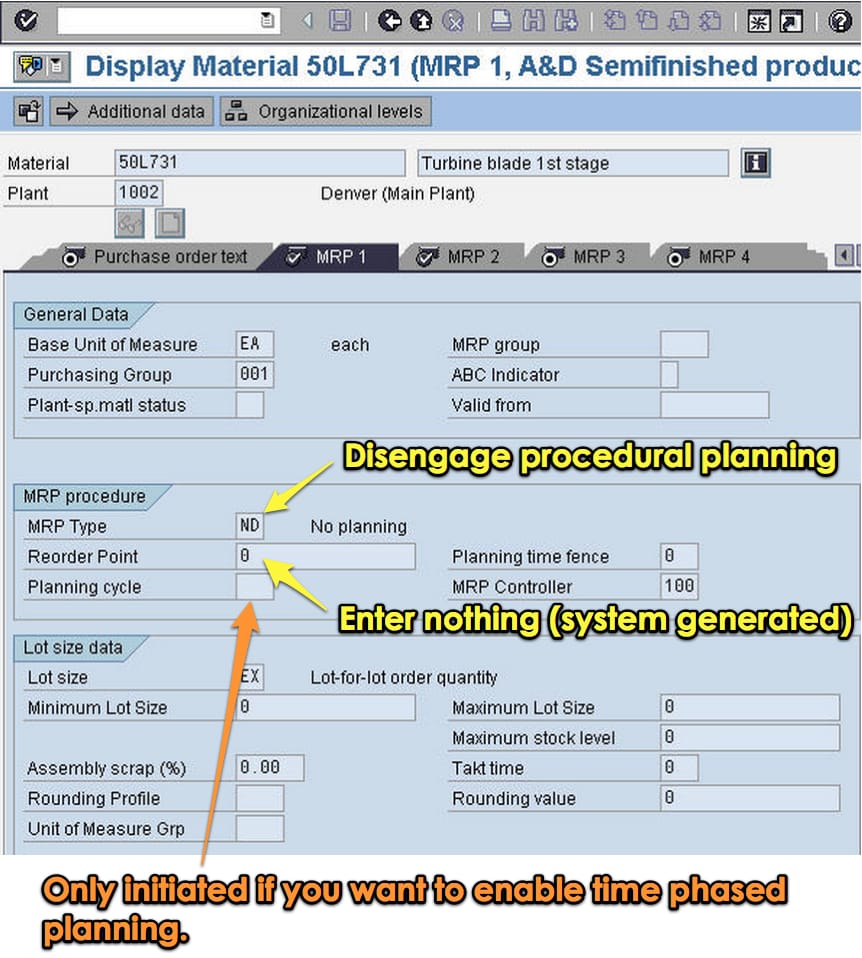
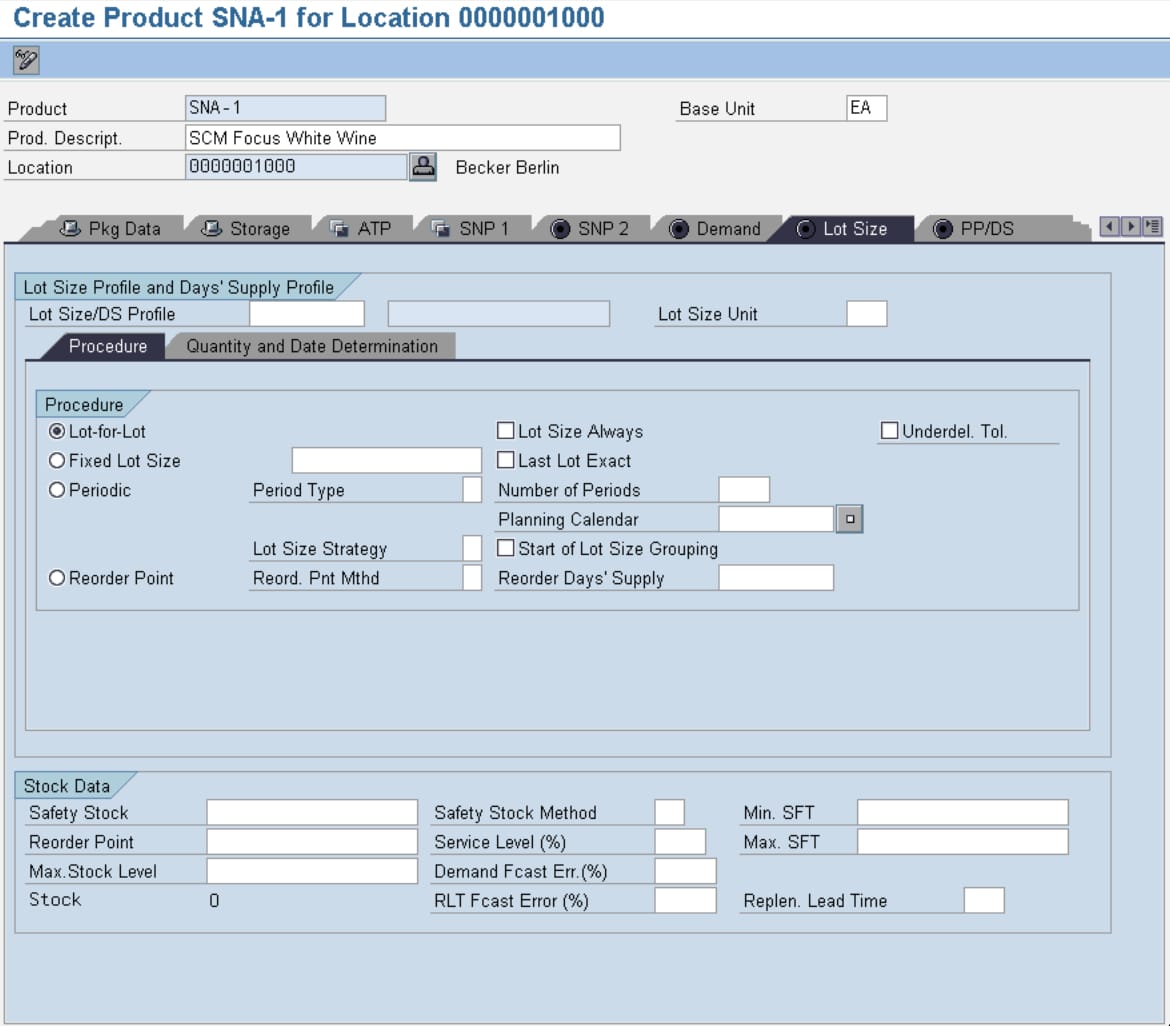
Calculated Reorder Point Planning in SAP ERP
Once the external program produces values, or if the reorder points are to be manually determined, these are the fields that are populated. This is shown in the following screenshot:
Automatic Reorder Point in SAP ERP
When calculated automatically using the base functionality in SAP ERP, SAP has the following quote on how this works:
If you choose the automatic reorder point planning procedure then both the reorder level and the safety stock level are determined by the integrated forecasting program. The system determines the forecast values for future requirements by means of historical data. From these forecast values, the system then calculates the reorder level and the safety stock level, taking the service level, which is specified by the MRP controller, and the material’s replenishment lead time into account. The system then records these two values in the appropriate material master record. Since the forecast is carried out at regular intervals, the reorder level and the safety stock level are continually adapted to the current consumption and delivery situation. This means that a contribution is made towards keeping stock levels low. – SAP Help
This is shown in the graphic below:
This setting would be a problem for many clients that I work with. They don’t necessarily want their safety stock determined by an integrated forecasting program because they are selecting automatic to reorder point determination.
Using this also means setting a service level and setting it for every product location combination. This can be another problem because companies typically don’t have a custom service level but often have blanked service levels. However, a blanked service level for large parts of the product database can be applied. Some schemes may look like the following:
- A Products: 98% Service Level
- B Products: 95% Service Level
- C Products 88% Service Level
Once the external program produces values, or if the reorder points are to be manually determined, these are the fields that are populated. Setting service levels with safety stock in the most integrated and intelligent way that I am aware of.
How Should EOQ and Other Supply Planning Parameters be Calculated?
One would be able to, for example:
Item #1: Simulation
Set the supply planning parameters in a way that one can simulate the impact on the overall supply plan. When using supply planning systems, inventory parameters are typically managed on a "one by one" basis. This leads to individual planners entering values without considering how inventory parameters are set across the supply network.
Item #2: Interactivity of Changes
This is the ability to see the relationship between changes to service levels and the simulated output.
Item #3: Seeing Financial Implications
This is the ability to see the impact on the dollarized inventory for different aggregate settings.
Item #4: Mass Change for Efficient Maintenance
This allow the parameters to be changed en mass or as a mass change function. Both supply planning systems are designed to receive parameters; they are not designed to develop the parameters.
 Getting to a Better Parameter Setting Capability
Getting to a Better Parameter Setting Capability
We developed an approach where EOQ and reorder points are calculated externally, which allows for a higher degree of control. And for the average inventory to be coestimated in a way that provides an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. Calculating individual parameters like EOQ without an appreciation for the systemwide does not make any sense. Also, in many, perhaps even most cases, there is no reason to use EOQ for the purposes given above. Instead, an alternative custom order batching method can be created to replace EOQ. There is nothing magical about EOQ. It is not a "best practice." It will not provide you with "digital transformation." It is not "Six Sigma." You will not get a "black belt" for using it.
After observing ineffective and non-comparative supply planning parameter setting at so many companies, we developed, in part, a purpose-built supply planning parameter calculation application called the Brightwork Explorer to meet these requirements.
Few companies will ever use our Brightwork Explorer or have us use it for them. However, the lessons from the approach followed in requirements development for supply planning parameter maintenance are important for anyone who wants to improve order batching and supply parameters.
Conclusion
This article answers the question of how does reorder point work in SAP? How does reorder point work in SAP has several different answers depending upon the configuration.
A reorder point is very simply a quantity of stock or an interval at which a “reorder,” or order is created. In reorder point planning, orders are not triggered by a specific requirement (such as a forecast or dependent condition) but instead by depleting stock over time, eventually triggering the minimum stock level or reorder point. Reorder points can be used with any of the supply planning methods, or they can be used to control the supply plan without any of the methods exclusively. However, when used solely to control the supply plan, the company is said to be performing reorder point planning instead of forecast-based planning. MRP/DRP and APS (heuristic, allocation, cost optimization, inventory optimization) methods are forecast-based planning.
And it comes down to the forecastability of the product location combination. If the forecast is of reasonable accuracy, then MRP can be used. If the forecast is high in error, and cannot be improved much beyond this error, then a reorder point will typically perform better than creating a forecast.
We developed an approach where reorder points are calculated externally, which allows for a higher degree of control and for the average inventory to be coestimated in a way that provides an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. This is called the Brightwork Explorer. Calculating individual parameters like reorder points without an appreciation for the systemwide does not make any sense.