
How MRP Works
Executive Summary
- How MRP works is a common question, and companies usually invest little in MRP education.
- We cover how MRP works.
Introduction
The question of how does MRP works is a common question. Companies purchase and implement MRP systems (or MRP from within ERP). Still, as we cover in the article The Weak General Knowledge of MRP Systems, they often invest little in educating their workers on how MRP works. We include not only how MRP works but some of the history of MRP.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, visit this link.
How MRP Works
Materials Requirements Planning, or MRP, was the first supply planning method to be computerized. MRP can create purchase requisitions and initial production requisitions. However, MRP does not have the information necessary to schedule production and is unaware of production constraints. For this reason, I like to call MRP a method for “initial” planning only, and production requisitions created by MRP should be considered a first pass. These production requisitions are just translations of demand quantities and dates adjusted for lead times. Either they must be capacity-leveled in the ERP system or sent to a production planning and scheduling system.
A Brief History of MRP
MRP’s initial focus was not material requirements planning. MRP first stood for “manufacturing requirements planning” before it was renamed to “materials requirements planning.” Unlike the planning methods being researched and implemented after MRP, MRP was not developed by academics. Instead, it was developed by practitioners in the field. Roughly a decade passed after MRP’s development before many companies began using it, and the timeframe for a new supply planning method is remarkably fast. Before MRP, reorder point methods and manual methods drove the planning. Back then, many calculations had to be performed by hand because computational and data storage capabilities limited the types of planning mathematics and techniques that could be used.
Interestingly, there are papers on multi-echelon that date from the late 1950s and papers for inventory optimization from the mid-1970s. Nonetheless, it was decades before inventory optimization mathematics could be implemented in enterprise software. MRP, on the other hand, was much faster out of the gate.
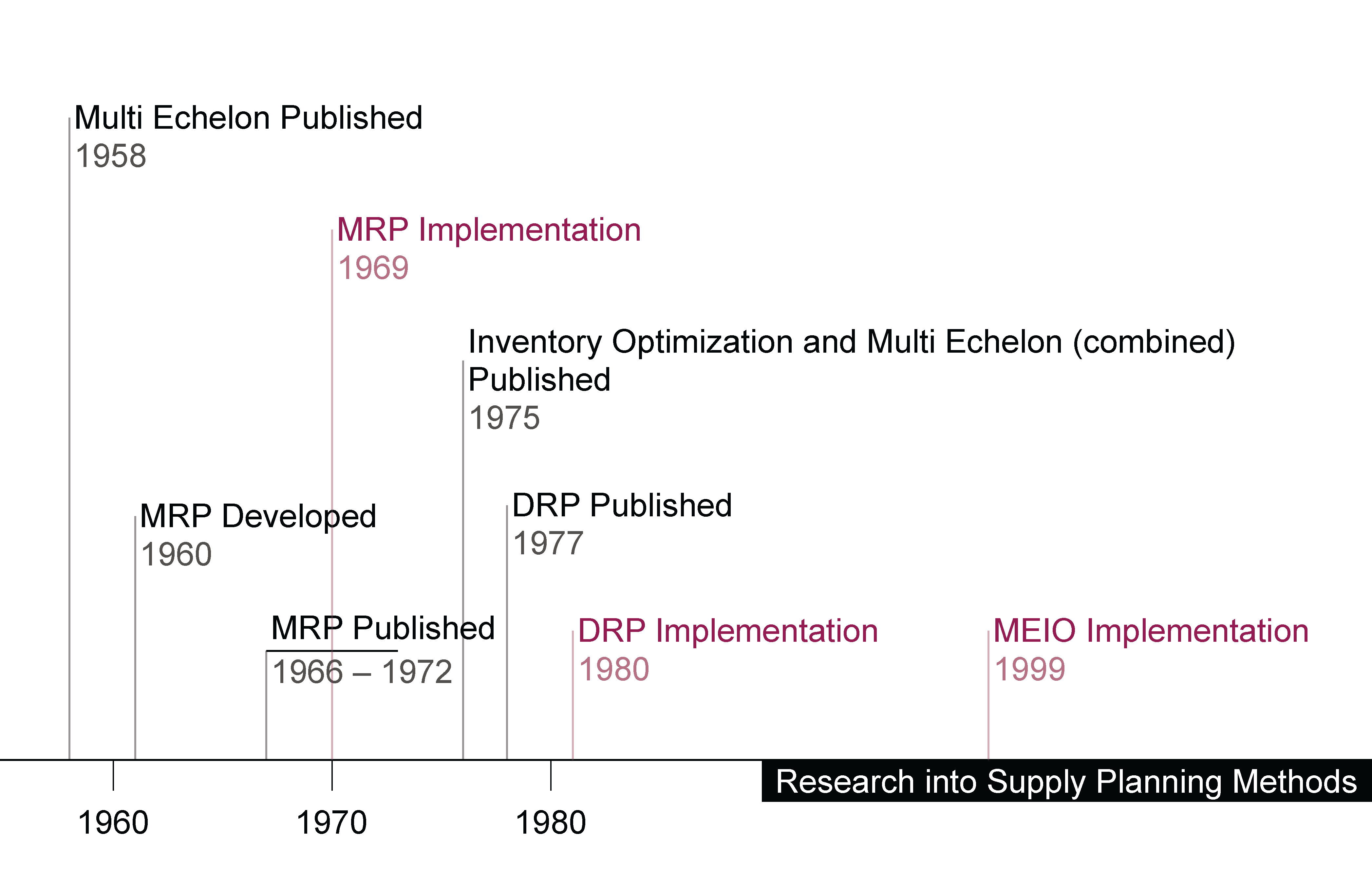
The lag time between development and commercialization and general implementation for simpler methods of supply planning (MRP and DRP) was much shorter than for more advanced methods. Research into advanced methods like multi-echelon planning preceded MRP by several years. But while MRP started to be broadly implemented within ten years of its initial development, it would be 40 years after multi-echelon’s initial development before being used in commercial applications.
Only recently have many of the hardware constraints mentioned previously been lifted, although more and more options become available with every passing year. Reorder point methods are still used to control procurement and sometimes production; however, they now work with MRP to create economic order quantities. (They can also be used without MRP and are covered in detail in my book Supply Planning with MRP, DRP, and APS Software.) Even though MRP is mathematically simple, it performs several repetitive calculations that before MRP had to be calculated manually, which was a tedious task. Converting large volumes of sales orders into production orders and purchase orders was quite a feat when this capability was first developed independently in the early 1960s at J. I. CASE and Stanley Tools. Yet quite a few companies continued using their old systems before the industry converted over to MRP in the late 1970s.
How MRP Works: What MRP Includes
The easiest way to understand MRP is to understand what is included in the MRP calculation that generates production and procurement orders:
- Sales Orders
- Purchase Orders
- Materials
- Stock (There are many different types of stock, but only unrestricted and valuated stock can be included in MRP. Also, while optional, MRP should be set to incorporate the stock in transit.)
- Material Lead Times
- Components
- Assemblies
- Lot Size
- Resources/Work Centers
How MRP Works: What MRP Does Not Include
MRP is simple; it has fewer options and configuration requirements when compared to the other methods for performing initial planning (production and procurement planning). Therefore, it is also useful to understand what MRP does not include.
- Normal Stock Transfers: Unlike APS or DRP, MRP does not create stock transfers. This is because it has no concept of the relationships between facilities and is not a deployment method.
- Inventory Balancing Stock Transfers: MRP does not rebalance inventory to meet future demand like several supply planning methods do.
- Prioritization: MRP does not understand priority; it only understands quantities, dates, and lead times. Consequently, if a high-priority customer orders a product later than a low-priority customer, the low-priority customer receives the inventory. However, many companies operate based on customer priority in addition to the need date, so this is where stock is manually allocated, or allocation software comes into the equation.
- Constraints: One of the great limitations of MRP – and one of the main reasons that constraint-based planning was developed and flourished in the late 1990’s – is that it does not know what is feasible. Instead, it works backward from requirements and develops a plan based on this figure.
A screenshot of the MRP setup in SAP ERP demonstrates MRP’s simplicity and how few options require configuration.
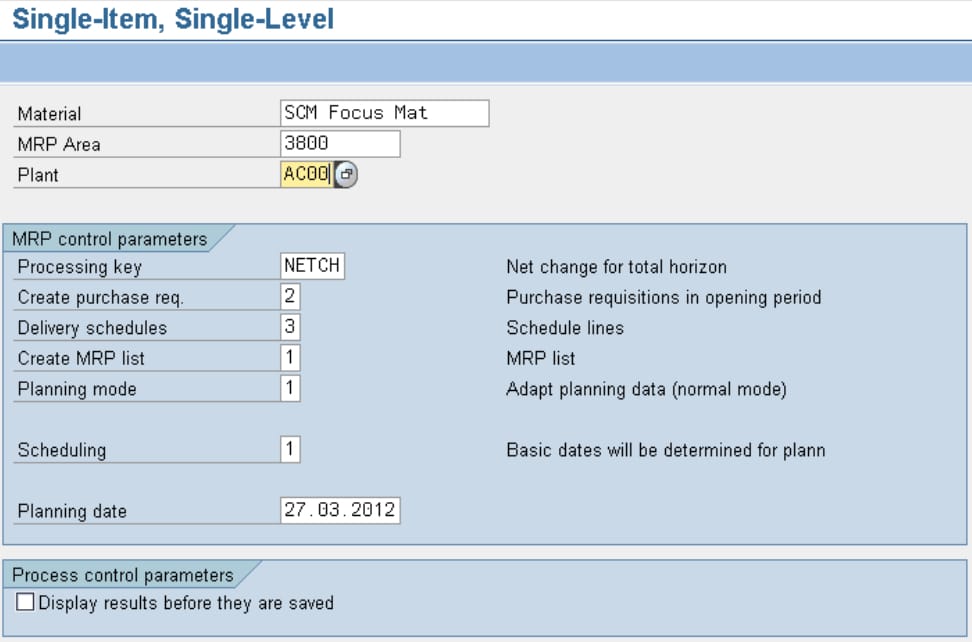
The first option is the processing key, which relates to whether MRP will reprocess everything (called regenerative planning) or whether it will just perform a net change.
- The second option relates to whether purchase requisitions are within the planning horizon. If the system does not create purchase requisitions, they can be created manually. One option here allows only planned orders to be built outside the planning horizon.
- The delivery schedule setting controls if and how schedule lines will be created.
- The following setting relates to whether or not an MRP List should be created. The MRP List is the list of the MRP output per material.
- The planning mode setting controls whether the system re-explodes the BOM after each run. This is performed when the BOM for the assembly has changed, or the quantity or date of the procurement proposal has changed.
- The scheduling setting controls how dates are determined for planned orders and whether only a basic method will be used to determine the dates of scheduled orders or whether a more complex method involving lead time scheduling and capacity planning will be used.
As you can see, the options are limited, and several are related to reprocessing all orders, determining when to create procurement orders, etc.
By contrast, the SNP Supply Network Planning Network Heuristic, a supply and production planning method in the SAP SNP module in APO, and which essentially emulates MRP, has many more controls. Including “Low-Level Codes,” which control the sequence in which the product/location combinations are run. This is described in the article on the Bill of Materials in the SNP Heuristics and Low Leve Codes.
Many companies rely upon SAP ERP to run their MRP, and SAP has a good description of the mechanics of MRP:
“The system calculates net requirements for all the requirement quantities that are to be planned. The system thereby compares available warehouse stock or the scheduled receipts from purchasing and production with planned independent requirements, material reservations and incoming sales orders. In the case of a material shortage, that is, if the available stock (including firmed receipts) is smaller than the quantity required, the system creates procurement proposals.” – SAP MRP Uses and Their Implications
Major Functionality of MRP
Understanding MRP is a great place to start understanding other supply planning methods. The major functionality in MRP is shown in the graphic below.
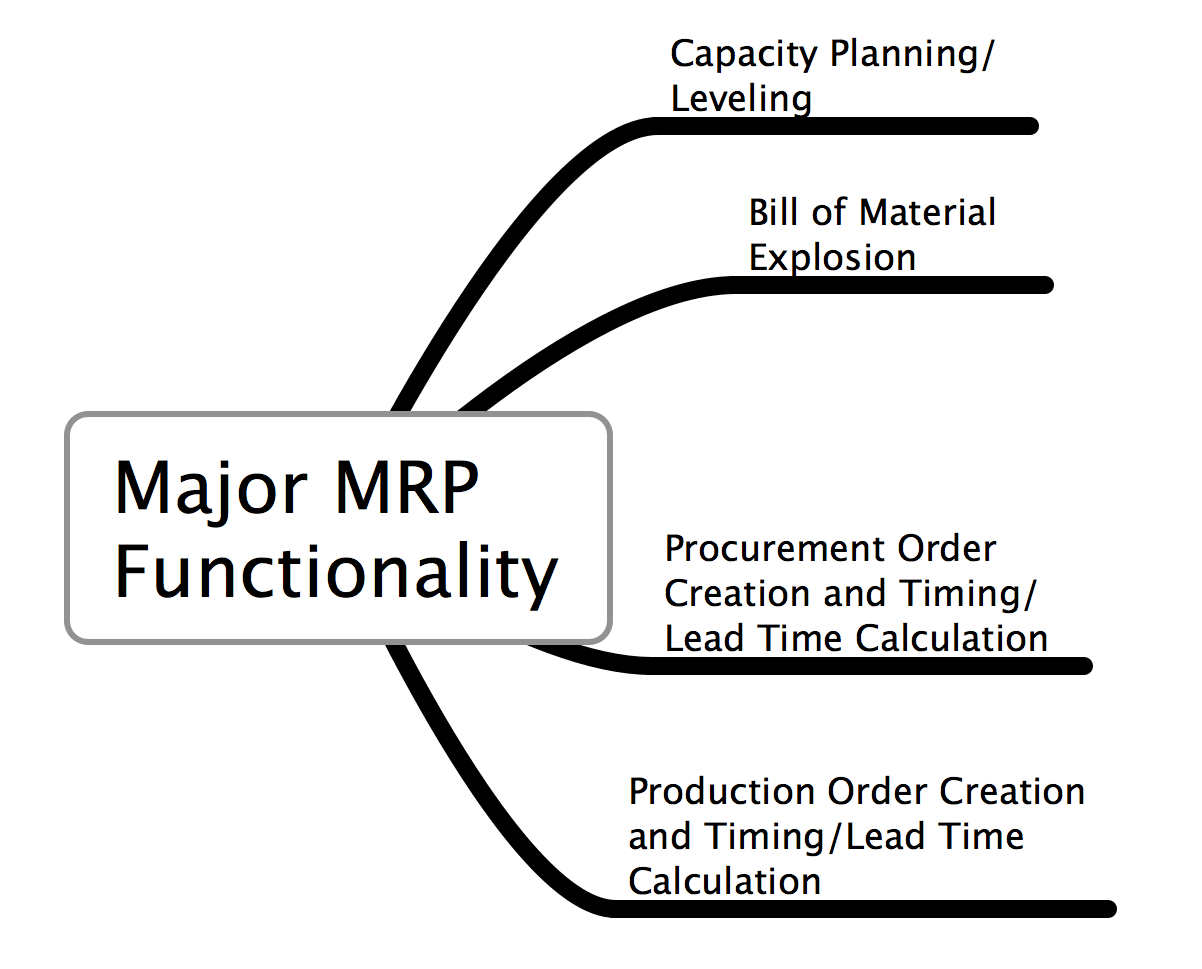
MRP covers the functions listed above. MRP’s functionality is basic arithmetic; however, it does so for many products at once and can be rerun quickly compared to other supply planning methods.
Manufacturing Capacity Leveling/Planning
As this book focuses on supply planning, I will not spend much time on the manufacturing side of MRP. However, it is important to know that it exists and its implications for the supply plan.
Capacity leveling/planning is the activity of spreading or moving production orders from periods where there is no capacity to periods where there is capacity.
- Capacity leveling can be carried out with all of the supply planning methods described in this book. Even when capacities are constrained (such as with cost optimization and allocation), it is often still necessary to perform manual capacity leveling as the resource master data is never 100% accurate.
When infinite capacity planning is configured, capacity leveling is frequently performed with a capacity leveling heuristic. Capacity leveling heuristics have the following limitations:
- They do not take into account dependent demands in the leveling process. Leveling is only performed locally on a resource, sometimes leading to overloaded resources, and on-hand stocks or shortfall quantities. Because of its more limited nature, capacity leveling’s overall result is less comprehensive than constraint-based planning.
- Infinite capacity planning with capacity leveling is less automated than a system that is capacity-constrained. Because it is automated, a capacity-constrained system allows for more planning reruns without rechecking capacity consumption.
Considering the above limitations, it is also important to remember that a few companies are using constraint-based planning (the opposite approach from capacity leveling). Or – if they have implemented a constraint-based planning approach – few are using it successfully. Many barriers to effective constraint-based planning are discussed in detail in the book Supply Planning in MRP, DRP, and APS Software. Therefore, I will not get into detail here.
A description of capacity leveling and SAP is available at this link.
The Bill of Material in MRP
The Bill of Material (BOM) is the most important data structure in MRP and is really at the heart of MRP. Taking the finished good and calculating all of the dependent subcomponents need dates are called “exploding the BOM.” However, not many people get to see how exploding the BOM is done, and it is important to visualize to understand what occurs when MRP is run fully.
In the following paragraphs, I will demonstrate the BOM with a very easy-to-use supply planning application created by Demand Works, called Smoothie. Smoothie contains both demand planning and supply planning functionality, but I will only show tables used in supply planning for this demonstration. Smoothie has a file structure so simple and well laid out that it is effortless to see how the BOM explodes, depending on demand.
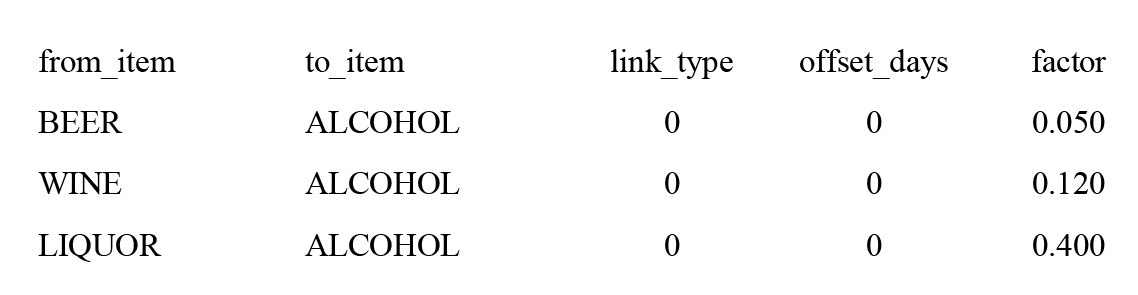
This is a process BOM because it has a factor of less than one, meaning that there is a conversion between quantities, and they are a percentage. The “to_ item” is Alcohol, which is converted to the “from_ item,” which is Beer, Wine, and Liquor. More Alcohol is used in the production of Liquor than Beer, and this is only one of the ingredients of each of these output products. The “offset_days” is currently set to zero, but the manufacturing process takes time and should be higher than zero.
Understanding Explosion “Explosion” primarily refers to the multiplicative calculation performed by the planning system method, in this case, MRP. In the example above, if 1,000 items of liquor are demanded, then 400 units of alcohol (1,000 x 0.4) are requested, in addition to a similar multiplication of 1,000 for any other items that are also connected to the Liquor from_item in the BOM (not shown in the simplified BOM above). The explosion could be called “finished good to input product relationship multiplication.” The input products to the BOM are the dependent demand. Their demand is “dependent” upon the need for the finished good.
If you are interested in reading about the calculation of net requirements in MRP, see the article What is Net Requirements in MRP?.
Conclusion
How MRP works is answered by a combination of considering the demand. This then explodes a BOM (in most cases, a top-level MRP run is called the MPS) and creates planned purchase orders and production orders aligned in their quantities and dates to match demand. And then, of course, any safety stock or rounding values that are parameters that have been loaded into the system.
I believe that MRP must be customized for requirements, while the industry mainly proposes generic MRP. Find out more about super fast customized MRP in the article Real-Time MRP.
One of the best ways to understand MRP is by understanding its parameters. We have developed a Brightwork Explorer system designed to improve parameters and how MRP runs and can be used to understand MRP better.