
Introduction to SAP APO PP/DS
Executive Summary
- PP/DS uses two methods for performing planning and scheduling. In this article, we cover capacity level versus capacity constraining.
- We cover fixed versus dynamic pegging, lot size settings, planning sophistication versus ERP, heuristic planning, ATP’s accuracy, how resources are managed, PP/DS with process industry planning, and the PP/DS release history.
Introduction
Production Planning and Detailed Scheduling (PP/DS) in SAP APO is designed for the manufacturing portion of your company’s supply chain. Planning systems for production planning help you decide when to schedule production requirements in a way that matches your factory capacity. PP/DS is part of the SAP advanced planning solution for manufacturing that supports all standard manufacturing methods such as make-to-stock, make-to-order, and assemble-to-order. Additionally, PP/DS allows you to create custom strategies referred to as requirement strategies in PP/DS. Additionally, PP/DS manages the portion of the supply origination associated with internal manufacturing. Although your company may have several contract manufacturers, PP/DS is only used for planning internal manufacturing that your company has control over and manages.
Our References for This Article
If you want to see our references for this article and other related Brightwork articles, see this link.
Notice of Lack of Financial Bias: We have no financial ties to SAP or any other entity mentioned in this article.
- This is published by a research entity, not some lowbrow entity that is part of the SAP ecosystem.
- Second, no one paid for this article to be written, and it is not pretending to inform you while being rigged to sell you software or consulting services. Unlike nearly every other article you will find from Google on this topic, it has had no input from any company's marketing or sales department. As you are reading this article, consider how rare this is. The vast majority of information on the Internet on SAP is provided by SAP, which is filled with false claims and sleazy consulting companies and SAP consultants who will tell any lie for personal benefit. Furthermore, SAP pays off all IT analysts -- who have the same concern for accuracy as SAP. Not one of these entities will disclose their pro-SAP financial bias to their readers.
Background on PP/DS
Although PP/DS is one of the original SAP APO applications, it lags behind SAP DP and SNP implementation. Part of the reason is that many product companies don’t have manufacturing operations, so they procure 100% of their items. Therefore, more companies need SAP DP and SNP than need PP/DS. The output of PP/DS is the production plan and the necessary planned production orders sent to the execution system to make this happen. At the highest level, PP/DS receives requirements that can come from SNP or other supply planning applications. This is the requirement side of the equation. The other side of the equation is the capacity of the factories. PP/DS takes these requirements and compares them to the capacity to arrive at planned production orders that meet constraints or capacity leveled. A 100% SAP solution would look like Figure 5.1.

Basic Functionality and Concepts of PP/DS PP/DS is really two applications in one. The production planning side performs the short- and mid-range production planning. The detailed scheduling side performs scheduling to a fine level of detail, even to the minute. PP/DS typically has one of the shorter time horizons in SAP SCM.
Methods of Running PP/DS
Unlike SNP, which can be run with three different methods, PP/DS can only be run with two different methods, either with the optimizer or heuristics. The optimizer requires estimating costs for different production activities and attempts to arrive at the lowest total cost. The optimization achieved with PP/DS, and the constraints in PP/DS positively affect the rest of the supply chain. So, if your company sets up its production constraints properly, you can quickly find out which items you can produce in-house and, by extension, which needs to be procured.
The second way to run PP/DS is with heuristics, and just as with running SNP with heuristics, similar advantages and disadvantages apply to PP/DS heuristics. They are relatively simple for planners to understand and adjust, and they typically mirror what the company is currently doing. They also can be combined in unique ways to offer a customized planning solution. But they don’t offer the lowest possible cost solution, as does the PP/DS optimizer. Heuristics are similar to Material Requirements Planning (MRP) in SAP (which is the main planning method available in SAP ERP). But they provide much more flexibility and more complex problem solving. And again, they can be combined to develop unique planning outputs customized for the planning environment. The similarities can be demonstrated by the fact that there’s a PP/DS heuristic called SAP_MRP_001, which produces the exact output of MRP run in SAP ERP. In addition to this heuristic, there are many more to choose from. A sampling of some of PP/DS’s heuristics and their descriptions are listed in Table 5.1.
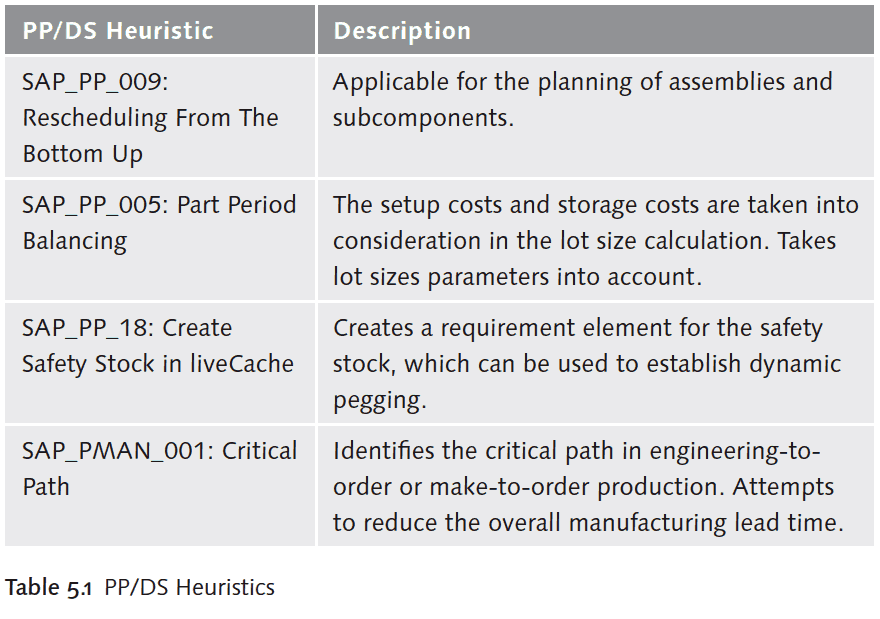
From Table 5.1, you can see the variability of the heuristics. There are many ways to perform planning with heuristics, and SAP is always adding new heuristics with new releases, so we can’t cover them all in this book. However, the shortlist in Table 5.1 demonstrates that heuristics can do everything from taking lot size parameters into account to identifying the critical path in engineering to order. Now that we’ve looked at the two methods of running PP/DS let’s move on to how capacity is modeled in PP/DS.
Capacity Leveling Versus Capacity Constraining
As we discussed earlier, there are two sides to the equation of production planning. On one side are the requirements or what needs to be produced, and on the other is capacity, which is the factory’s ability to produce. Capacity is a broad term that can be segmented into resources (physical work stations where work is performed) and materials. In production planning, constraining capacity means putting limits on capacities. During a production planning run, the capacity is “capped” or constrained so that each capacity factor can only accept its real requirement. Requirements are then moved to periods where there is capacity available, and some of the requirements that can’t be assigned to a capacity factor are unfulfilled. Capacity constraining performs this process during the optimization run, while, with capacity leveling, moving requirements are more interactive. And while this may seem confusing, capacity leveling uses heuristics as well. The commonly used heuristics for capacity planning, move-in, and move-out demand, essentially reposition demand to a period with excess capacity. Capacity leveling exists in SAP ERP; however, between SAP ERP and SAP SCM, only SAP SCM has the ability to constrain capacity.
Settings for PP/DS in the Product Location Master
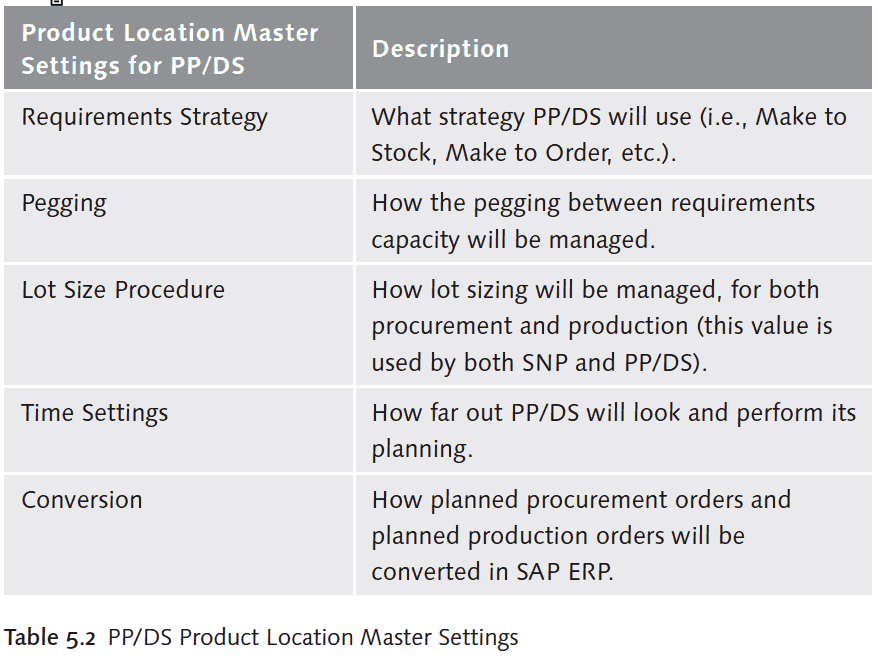
As with the other applications, many of the control parameters for PP/ DS are located in the product location master. The product location master holds a very high number of settings, some of which apply to PP/DS, but most of them are controls for the other SAP SCM applications. The areas that can be set up for PP/DS on the product location master are detailed in Table 5.2.
Manufacturing Strategies
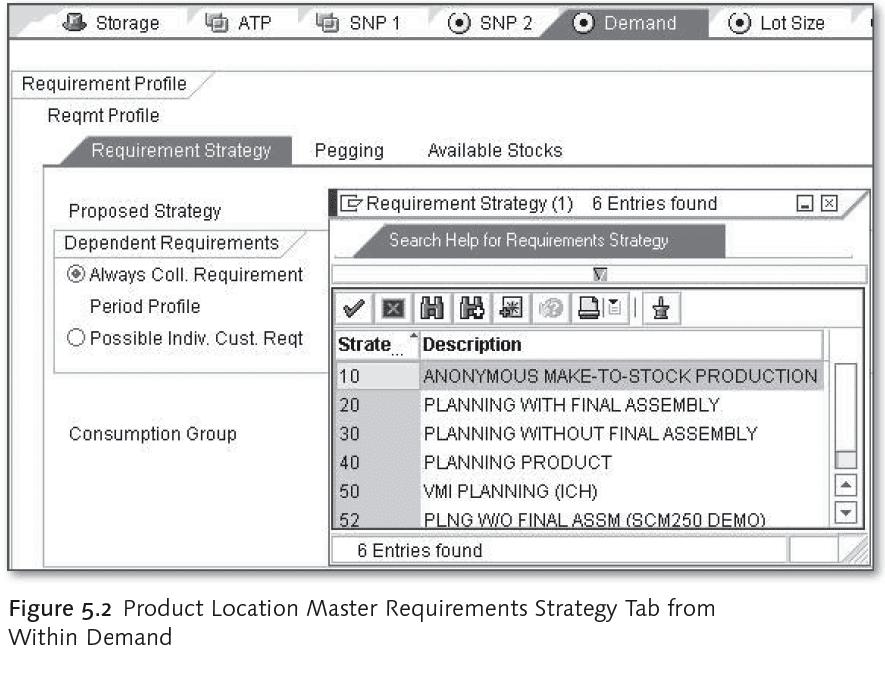
As mentioned earlier, PP/DS is an advanced planning solution for manufacturing that supports all of the standard manufacturing methods, including make-to-stock, make-to-order, and assemble-to-order. Additionally, PP/DS allows you to create custom strategies referred to as requirement strategies in PP/DS. Because most companies have settled on their manufacturing strategy, it’s really just a matter of setting the PP/DS fields to match this strategy (Figure 5.2).
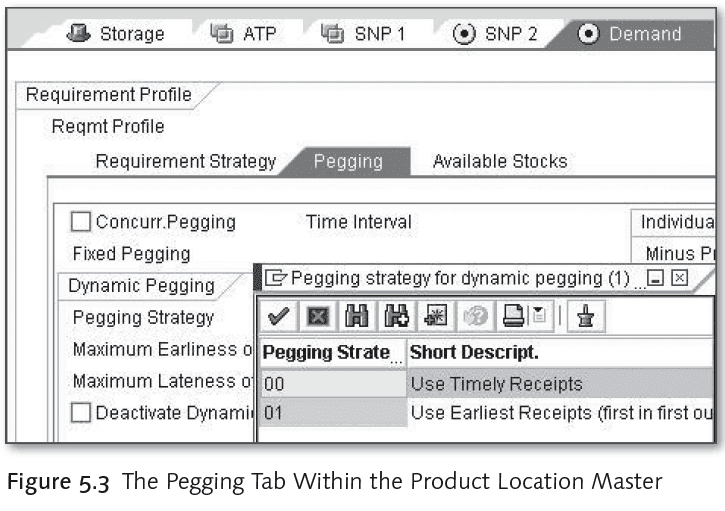
Pegging As with SNP, PP/DS can be run with dynamic or fixed pegging. As mentioned in Chapter 4, Pegging is an important setting in SAP SCM that impacts the plan and the system processing time and system performance. Under a fixed pegging selection, production order or capacity is assigned once to a requirement (i.e., a sales order or forecast). There’s a “peg” between the requirement and the resource, which doesn’t require a re-pegging because each successive planning run only attempts to peg the unpegged requirements.
Fixed or Dynamic Pegging
For the decision of fixed or dynamic pegging, there are many other selection fields on the Pegging subtab of the product location master. For example, you can define how late or early a receipt can be scheduled. This increases or decreases the flexibility of the system. While more flexibility means more requirements can be accepted, it comes down to the customer’s tolerance, combined with the company’s tolerance for additional inventory. For instance, if a given customer can accept an early delivery of one month before his need date, then the pegging earliness of receipt can be set to one month (for this particular customer, let’s keep this example as simple as possible). However, if the company implementing SAP SCM is willing to build a moderate amount of inventory, the receipt’s earliness can be increased a further month. A company that is willing to carry more inventory can increase the earliness of receipt. On the other side, how long customers are willing to wait often has to do with the competition and the availability of alternatives. In situations where there are few alternatives, and the overall industry is capacity constrained, customers may have no choice but to wait, which would mean increasing the lateness of receipt.
With dynamic pegging, the pegging is constantly performed on every planning run. The requirements may or may not be re-pegged to the assigned capacity because new requirements can come in and become pegged to capacity, breaking the original pegging. The performance implication is that it’s more computational work to perform dynamic pegging, so using dynamic pegging will take more time or a higher capacity server to meet the runtime duration of a fixed pegged configuration. Finally, it’s important to remember that all pegging and production orders created in SAP SCM are planned. Only SAP ERP, or another execution system, can confirm the production order.
Pegging is set in the Pegging tab (Figure 5.3) within the product location master.
Lot Size Settings
The lot size setting affects both SNP and PP/DS, and it determines the quantity at which that material is either procured or manufactured. So if a requirement is for 100 units, but the lot size is 30 units (and if the future inventory is 0), then the total quantity planned to be produced would be 120 units, which would be 4 production runs of the lot size 30. This would leave the company with an excess of 20.
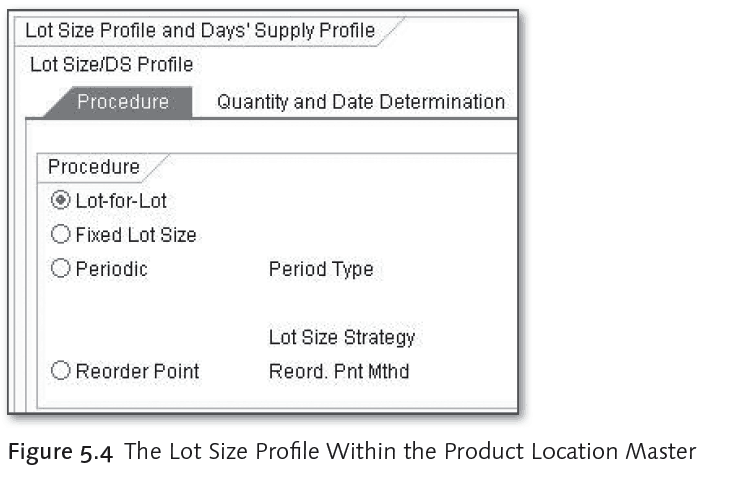
As you can see in Figure 5.4, different types of lot sizing procedures can be selected, and you can also select the Quantity and Date Determination. While most advanced planning software has lot size functionality, SAP SCM offers quite a few settings.
Planning Sophistication in SAP APO Versus ERP
The question has been asked why SAP ERP PP offers a more dynamic way of setting the lot size if SAP SCM is supposedly the more sophisticated planning system. This is an excellent question, and the answer lies in the orientation of two systems. While in SAP ERP, reorder point methods may be used to control the planning of items that don’t have a forecast, for SAP SCM, it’s rare that a reorder point with lot size is the only planning method. Products that are considered critical (long lead time or capacity constrained) are typically planned in SAP SCM (as well as products that require allocation); meanwhile, noncritical materials can be planned in SAP ERP using standard reorder point methodologies. Because of this fact, reorder point methods are not very extensive in SAP SCM.
After you’ve set up the lot size, you can set up the demand you expect. And from there, you move to the PP/DS settings (Figure 5.5).
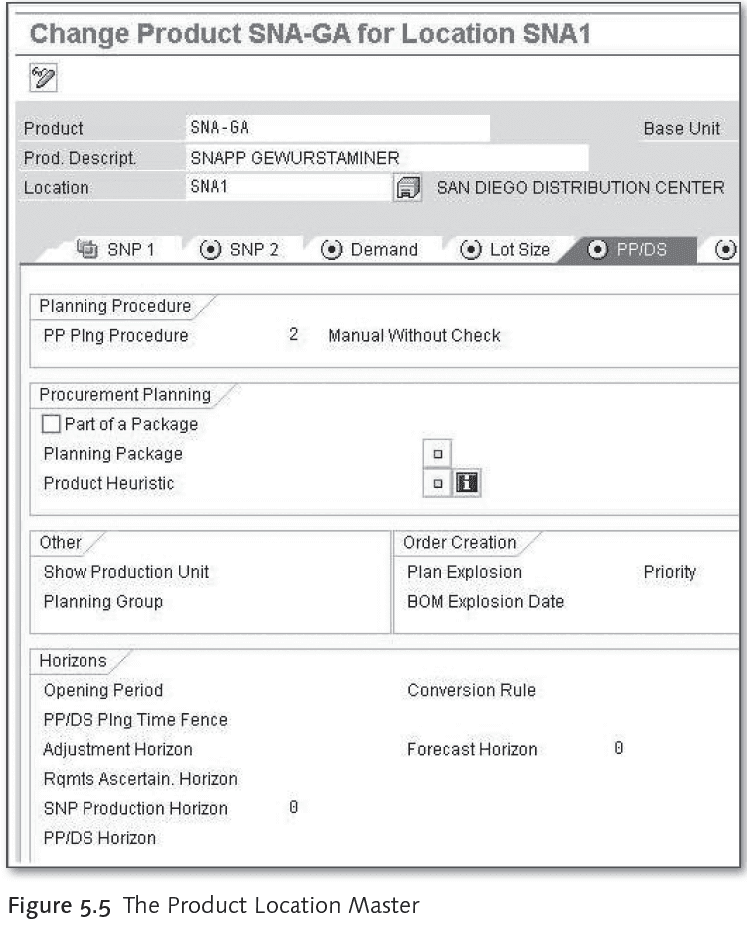
The numerous buttons on the Product Location Master reveal relationships with other data and other views. A great variety of other data can be accessed from this one transaction, and it’s one of the most useful in SAP SCM. For instance, by selecting the facility icon (next to the text “San Diego Distribution Center”), you are taken directly to the facility and the Display Location View. This tab controls the procedure used for planning, the heuristics applied, when the BOM is to be exploded, and how far out the PP/DS should plan. The Product Heuristic selection can be found by selecting the Product Heuristic dropdown button in the middle of the screen (Figure 5.6).
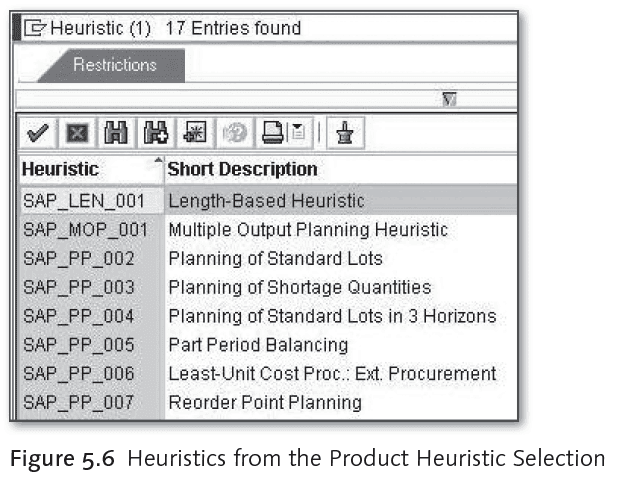
Heuristic Planning
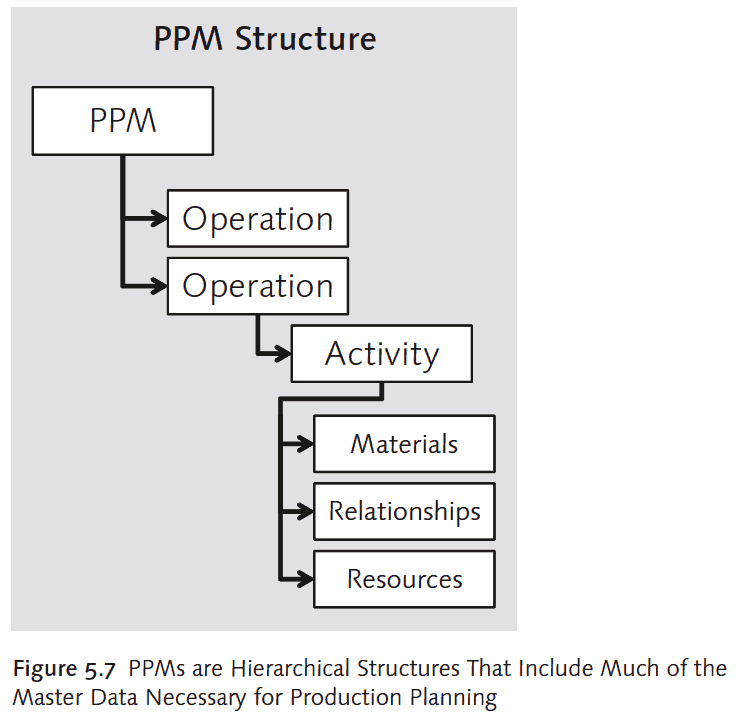
If you choose to use heuristic planning, then you’ll need to select the combination of Heuristics. These can be applied per product location, so not every product location needs to have the same heuristic applied. To see the details of heuristics, refer to Table 5.1with the listing of sample PP/DS heuristics. You should now have a good understanding of how PP/DS can be run and some of its basic settings, so let’s move on to a discussion of the structures that support PP/DS. Production Process Models and Production Data Structures There are two main modeling structures in PP/DS; production process models (PPMs) and production data structures (PDSs). They are designed to set the consumption rate of materials and set the constraints of production on the overall SAP SCM application. But their configuration has implications far beyond the PP/DS application. When constrained (and both PPMs and PDSs can be unconstrained), they control the supply and production system’s capacity.
So, they (or more specifically, their associated resources and material constraints) determine what requirements the company can meet. A company typically decides whether to use PPMs or PDSs, but not both, because they provide duplicate functionality. In fact, it’s not recommended to use both PPMs and PDSs in the same SAP SCM system. Let’s start by discussing PPMs because they preceded PDSs and are the most common of the two structures on projects, at least at this writing (Figure 5.7).
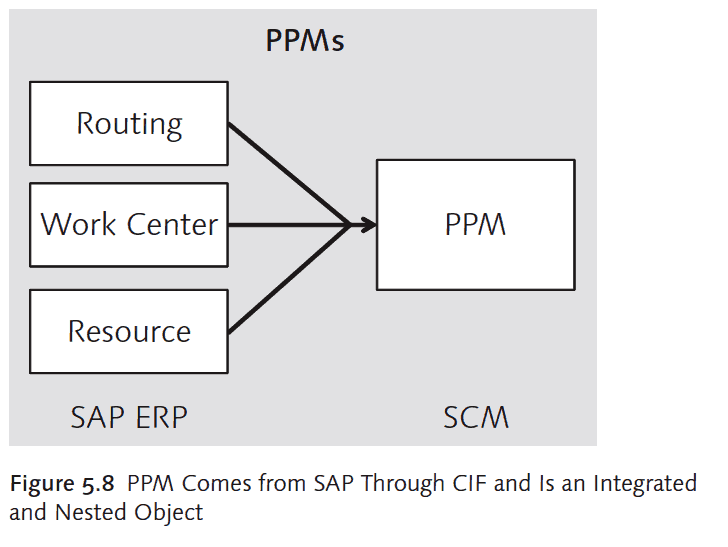
Production Process Models (PPMs) PPMs are used to model production activities for your company and subcontractors. Work centers and routings come over from Production Planning (PP) in CIF and are combined to form PPMs (Figure 5.8).
PP/DS is most frequently implemented for companies that control manufacturing facilities. However, a company doesn’t have to necessarily be in this situation to use PP/DS. For example, PPMs can be used to model manufacturing capacity outside of the company performing the modeling. This can be accomplished by creating subcontract PPMs that reflect the production capacity of subcontractors. However, unless a fine level of production planning is required, most companies could probably opt for simply using PPMs in SNP to perform the modeling. The solution selected depends upon the level of detail as well as the implementing company’s budget.
Production Data Structures (PDSs)
PDSs were introduced for several reasons. One was to allow companies to model their production processes with engineering changes and incorporate concepts related to product lifecycle management. Another reason was to improve the performance over that of the PPM. PDSs also offer an advantage over PPMs because PPMs must be converted between SNP and PP/DS, but PDSs are essentially native to both applications and required no conversion. However, one disadvantage is that PDSs can’t be maintained or altered in SAP SCM, so changes to the routing or resources must be made every time a change is desired in SAP ERP and then CIFed over. Constraining PDS and PPM There’s generally great interest at companies to develop accurate available to promise (ATP) capability. They are also interested in the discussion of what ATP is based upon but to a lesser degree. In a 100% SAP SCM solution architecture, GATP (Global Available to Promise) is based on the results of SNP (or other supply planning software) for planned inventory on-hand and PP/DS for planned production orders, which also results in planned inventory on-hand.
Accuracy of the ATP
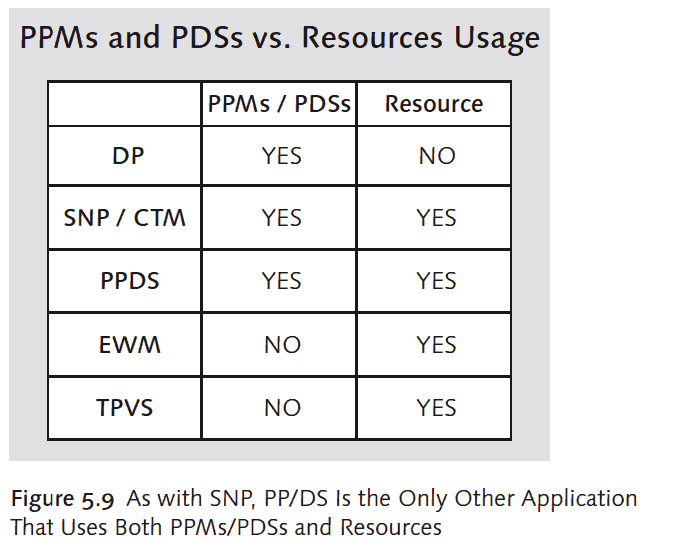
The accuracy of the plan is what results in an accurate ATP. This, in turn, is based on the accuracy of the transportation lead times, the accuracy of the inventory commitments from suppliers, and the accuracy of the resource constraints. For the ATP quantity returned to be realistic and meaningful, it’s important to have constrained PPMs and or PDSs, or full capacity leveled production plans for manufactured items in conjunction with confirmation from suppliers on procured items (Figure 5.9).
Resources
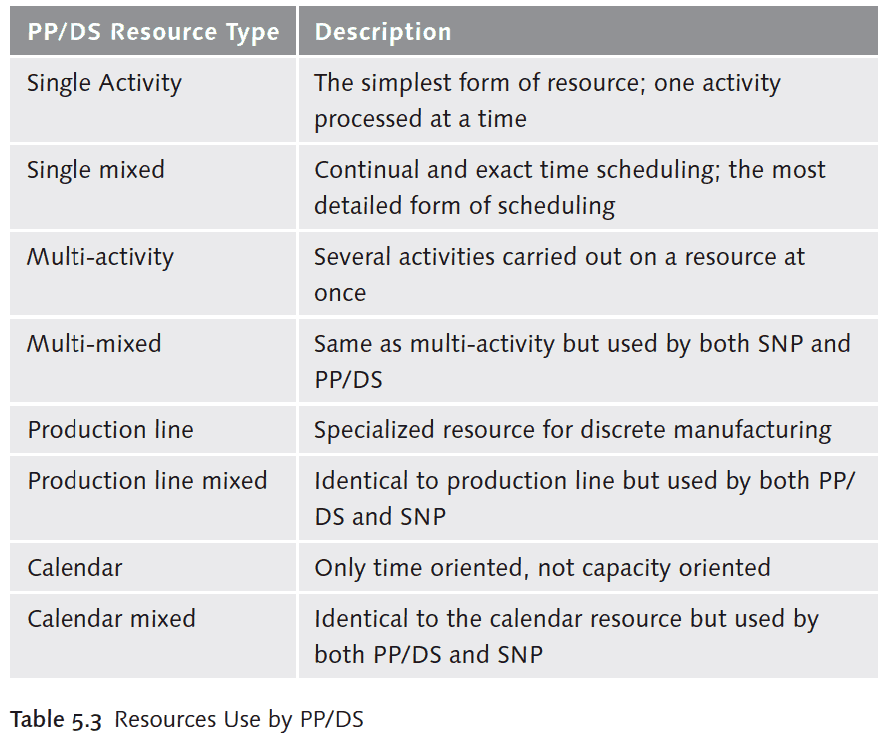
Resources are varied planning objects in SAP SCM, and they make up part of every PPM or PDS. They apply to SNP, TP/VS, SAP EWM, and PP/DS, and they can be constrained (i.e., set with limits) or unconstrained. However, when resources are constrained, they bring reality to the plan. If a plan operates within resource constraints that are comprehensive and constrained in a manner that matches the supply chain realities, then the resulting plan is referred to as “feasible.” You can see the resources used by PP/DS in Table 5.3. Some are shared with SNP.
There are many different settings for each resource, and these settings change depending on the resource. One example is shown in Figure 5.10, where we set up a bottleneck resource. This means it’s a critically constrained resource on the production line. PP/DS then makes the necessary adjustments to the plan to account for this. Of course, this is just one example, so keep in mind that the time you spend in the resource configuration transactions can result in all types of settings that cause the resources to behave in different ways.

Although there is a finite resource selection, which would seem to set up a resource as constrained, in fact, all resources that are to be constrained must be added to the PP/DS optimization profile. This is true for the SNP and TM optimizers as well.
Now that we’ve discussed two of the structures that allow PP/DS to perform planning, we need to move on to a special type of planning called process industry production planning.
Process Industry Planning
PP/DS was originally designed for discreet manufacturing, such as consumer electronics items (laptops, cell phones, hard drives, etc.). Although discreet manufacturing often has complex BOMs, the manufacturing process tends to have low variability and consistent output after the materials are in house. Because of this, discreet manufacturing is arguably the easiest form of production to plan because it’s the most stable manufacturing environment. On the other hand, process manufacturing, which applies to food, beverage, pharmaceutical, chemicals, and paints, among others, is quite different. Discrete manufacturing uses a BOM, and the closest approximation in the process industry is either referred to as a formula or a recipe. Although the process industry formula often has fewer components, each component usually has special storage and handling characteristics. But, in general, the manufacturing process is different for the process industry. For example, in milk processing, the type of milk byproducts produced, and the quantity of each varies depending on the season and the weather, among a host of different factors. This can mean different yields for the byproducts based on the time of year.
Combine this with the more variable nature of the uptime and maintenance of milk processing equipment, and you end up with constantly changing constraints. Additionally, in the process industry, the formulations are stated in terms of proportions rather than in individual units, which requires a flexible unit of measure conversion engine. These are just a few of the differences between process and discrete manufacturing. Until very recently, PP/DS was primarily designed for environments with basically stable constraints and predictable outputs from inputs. However, recent additions in SAP SCM 7.0 have made PP/DS more process industry friendly.
PP/DS Release History
PP/DS is one of the earliest models, and so its development has slowed in the most recent releases as development effort has been channeled into the new areas of SAP SCM. The following is a listing of some of the important improvements:
- ››An enhancement for the process industry includes taking recipes from SAP SCM and creating a product storage definition in SAP SCM.
- ››A new deployment heuristic that allows the creation of stock transfers. This is essentially allowing an SNP function to be run in the background or from the product view, which means it provides more flexibility and access than in SAP SCM 5.1. This allows production planners to perform an important network inventory function more easily.
- ››The addition of several heuristics for cross plant planning. These include the following capabilities:
- –– Allows the interactive selection of source of supply from different source procurement proposals.
- –– Allows the deletion of pegged orders across all BOM levels. This includes all subassemblies and purchase requisitions that are pegged to the order.
- –– Allows shelf life to be propagated across the pegging network.
Conclusion
PP/DS is one of the more commonly implemented SAP SCM applications. It provides capabilities to perform all of the different manufacturing strategies and can be run in either heuristic or optimization mode. While still being absorbed by the industry, the PDS allows for incorporating engineering change management in the production planning process. PP/DS has solidified its position as a desirable choice for those clients who want to perform constraint-based planning or heuristics with capacity leveling and want more than SAP ERP Production Planning offers. Its recent enhancements open up a larger customer base for the application and deserve a second look by processing manufacturing companies. In the next chapter, we’ll cover Global Available to Promise (GATP).
The Reality of PPDS
Since the vast majority of companies implementing PPDS do not use the optimizer (they either use heuristics or no method, simply allowing planners to move jobs around manually to resources), PPDS should be considered an unconstrained tool.
PPDS has a wide variety of heuristics; in fact, there are over fifty, which are listed further in this article. The wide range of heuristics, many directed just towards specific manufacturing environments (for instance, many of PPDS’s heuristics are for repetitive manufacturing), is probably the strongest point for PPDS.
Most PPDS projects result in the PP/DS Consultant matching the combination of heuristics and their sequence to the particular requirements of the production process.
Problem #1: Heuristics for Production Planning and Scheduling
Heuristics are really not worth the effort to implement. They require plenty of manual adjustments, and the output of PP/DS heuristics can be easily beaten by the output of several other production planning applications. Companies that are paying SAP consultants to implement PPDS heuristics do not know enough to manage a production scheduling project and are being tricked by their consulting firm and SAP.
Problem #2: PPDS as an Overall Solution
PPDS is a problematic application. Outside of SAP consultants who seek to make money on implementing PPDS, PPDS has no successful implementation history to speak of. PPDS’s TCO is covered in the article the SAP APO PP/DS TCO Calculator.
PPDS was designed by people at SAP who had no idea what they were doing, and PPDS has damaged companies that have implemented it. We provide our rating of PPDS in the article the Brightwork SAP PPDS Rating.
Conclusion
The production scheduling heuristics are quite limited compared to the production planning heuristics. This provides insight into where the focus has been applied from a development perspective with PP/DS. On live implementations, a great deal of scheduling in PP/DS is performed with manual drag and drop.
In fact, some projects do not use any scheduling heuristics at all, and the entire scheduling process is controlled by manual adjustments.
- To reiterate, the vast majority of PPDS implementations do not use the cost optimizer and are not constrained. In fact, we doubt the ability of PPDS to be taken live at all with the optimizer.
- I run into clients who think they are performing constraint-based planning when running the PPDS heuristics, which is not correct. SAP consulting, sales, and support hides this fact from companies. You can’t get this information from Accenture, IBM, Deloitte, or any of the usual suspects. SAP consulting partners normally mislead their clients as to the status of PPDS implementations – repeating false claims made by SAP.