
How to Best Perform Supply Chain Lead Time Calculation
Executive Summary
- We cover how to perform lead time calculation.
- This includes the various lead times that make up the various lead times to be placed into the supply planning system.
Video Introduction: What Makes Up the Lead Time?
Text Introduction (Skip if You Watched the Video)
Lead times are one of the major timing elements within the overall subject of supply chain planning. This article will cover lead time in several dimensions and focus on lead time calculation. We will start with the lead time definition and discuss the lead time’s function in the supply chain and discuss some of the lead times’ realities. You will learn all of the sub-lead times that constitute the overall lead time, leading to overall lead time calculation.
Lead Time in Supply Chain or Lead Time Supply Chain
The lead time in the supply chain or lead time supply chain relates to lead times specific to supply chain planning and is what when combined to make up the time from when the order is placed until the order arrives.
- These are all terms that describe lead times specific to supply chain management.
- Lead times are, of course, also a general term that can apply to non-supply chain topics. For example, a product plan results in calculating a series of lead times for completing various stages of a project and the overall product duration.
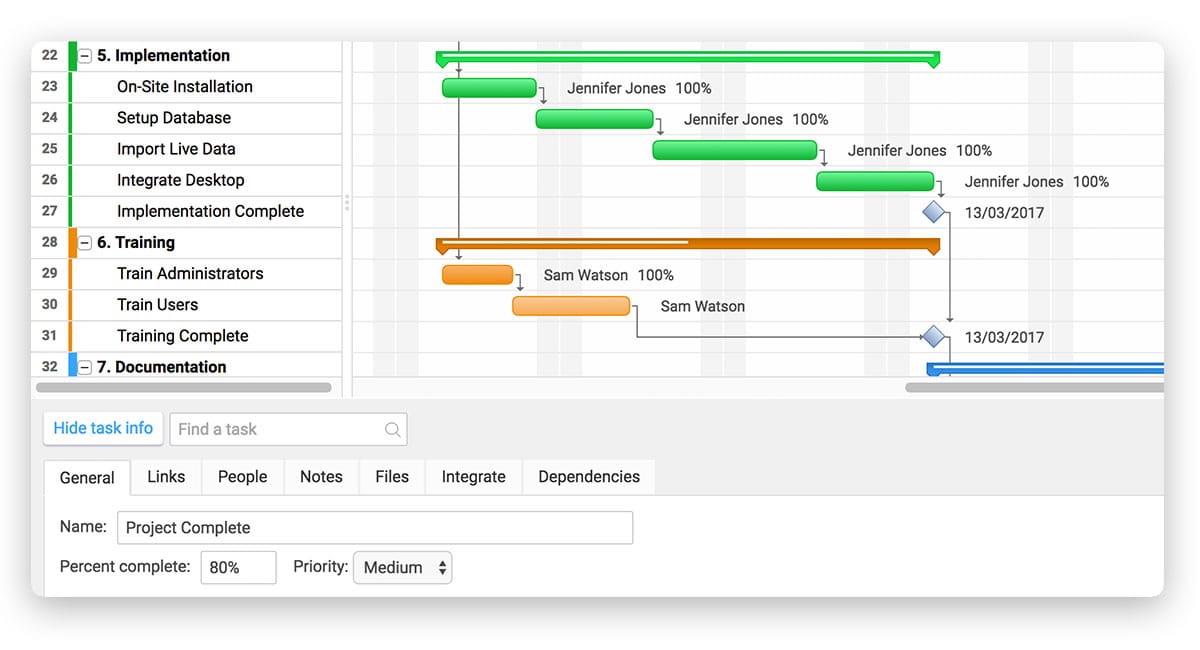
Lead times are normally not shown graphically in supply planning systems. However, if they were — they would look something like a project plan. That is, lead times are a sequence of dependent durations with relationships. Manufacturing can’t commence upon material until the material arrives, and the material can’t arrive until the time has passed from the order, etc..
Auto Lead Time Calculation of Interdependent Lead Times in Supply Planning Systems
In a supply planning system, all of these dependencies are calculated every time, and a sales order is created.
- The system knows that if a sales order is desired for, say, August 20th.
- The procurement order for input item ABC must be made on May 12th
- The overall production order must commence on July 5th, etc..
The Supply Side: Supplier, Manufacturing, Purchasing, and Shipping Lead Times
The total lead time is required to complete a supply chain process needed to provide the product to a customer. The overall lead time is made up of the following sub-lead times from the supply side:
- Supplier Lead Time or Supply Lead Time
- Manufacturing Lead Time
- Purchasing Lead Time
- Shipping Lead Time
The Demand Side: Customer Lead Time and Order Lead Time
Additionally, there are lead times from the demand side.
This includes:
- Customer Lead-Time
- Order Lead-Time
These are more hypothetical lead times with it comes to supply planning and are measurements of lead time that occur before the order is placed.
How is The Supply Lead Time Incorporated into Inventory Management and Safety Stock
- Supply lead-time inventory is made up of the portion of the stock that is held without any variability.
- Safety stock is made up of inventory that accounts for variability or uncertainty on both the demand and supply side. And with a dynamic safety stock formula, the service level is another category of the safety stock.
- Safety stock for the lead-time in inventory would then be where the variability (which is always higher as only the variability above the baseline is calculated in safety stock) of the lead time is maintained.
Supply Lead Time Analysis
A lead-time analysis can be performed to determine the position in the lead-time, which is accounted for in inventory. This lead-time analysis can divide the product database by lead-time length or duration. But this required performing a lead time calculation.
How to Calculate Lead Time, Lead Time Calculation and How to Build a Lead Time Calculator
How to calculate lead-time or perform a lead-time calculation means knowing how lead-time is added together.
The various lead times connect in the following way:
Lead Time Calculation For Manufactured Products
Replenishment Lead Time = Manufacturing Lead Time + Procurement Lead Time (for raw materials, components, and subassemblies) + Shipping Lead Time
Lead Time Calculation For Procured Products
Replenishment Lead Time = Procurement Lead Time (for raw materials, components, and subassemblies) + Shipping Lead Time
Often what is desired to be calculated is a total lead-time. This means having a lead-time calculator that combines multiple component lead times that are shown above.
The Typical Accuracy of Lead Times Residing in Supply Planning Systems
Lead times usually have an inaccuracy level, and companies typically put minimal effort into updating their lead times. That is, once a lead-time is entered into the system, it is likely to stay there for many years. Companies will often talk about their lead-time inaccuracies but usually will not prioritize modifying or updating the lead times.
If a company reduces lead-time inaccuracy by, say, 10%, this has the same impact on the supply plan’s accuracy as a 10% reduction in forecast accuracy.
Conclusion
In this article, we defined lead-time, and we covered lead-time analysis, which requires lead time calculation. However, lead time calculation and developing an accurate lead-time calculation means knowing the independent lead-time components. These include things like the manufacturing lead-time, procurement lead-time, supply lead-time, and so on.
There are several topics often discussed around lead times in companies such as lead-time accuracy and the opportunity to reduce lead times. For planning purposes, the accuracy of the lead times in the system is more important than whether the lead times are shorter or longer. The role in supply planning with lead times is to reflect the actual lead times within the supply planning system.
The concept of planning systems concerning lead times is simple. The lead times entered are the company’s best guess as to the time required to perform different tasks. Planning systems are deterministic in that they produce a plan based on these lead times, and they need a sufficient lead-time to do their job. If you interfere with their operation by forcing a broken and undisciplined forecast process onto the supply and production planning system, negative consequences will occur.