
How to Understand The History of MRP and DRP
Executive Summary
- We cover the history of MRP and DRP and how these methods were developed and why MRP is the basis of DRP, and how both became absorbed into ERP.
Video Introduction: How to Understand The History of MRP and DRP
Text Introduction (Skip if You Watched the Video)
This is a comprehensive article on the history of MRP and DRP. It reviews the history of supply planning before MRP and DRP arrived on the scene and how MRP and DRP can be set up in some well-known systems. It shows how MRP and DRP fit into the various supply planning methods. Each one of the major supply planning methods is found applications in business at different times historically, and each at one time was considered state of the art. You will learn all of the methods and their background and when they appeared and then when they became more widely used.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, see this link.
What is the Sequence of Adoption of Supply Planning
The sequence of adoption was:
- MRP/DRP (which I count as one as they must be combined to provide both inbound and outbound supply planning)
- Heuristics
- Allocation
- Cost optimization
- Inventory optimization and multi-echelon planning is the final supply planning method to be commercialized in packaged enterprise software. (It is not covered in this book but is included in my other book, Inventory Optimization, and Multi-Echelon Planning Software).
How These Methods Were Developed
Except for MRP/DRP, which practitioners and implementers developed. And then later published upon after the fact. Logic and mathematics were developed through academic research and in publications. It was performed far in advance of being incorporated into the software. Each approach only had software designed for it and became applied at a later time. That is when computing technology allowed the workable implementation of each method.
While difficult to appreciate in the present day. That is with the availability of inexpensive computing power. Earlier computing limitations restricted the sophistication of planning approaches that could be implemented. Computing hardware continues to improve every year, which makes more techniques workable for use. It undercuts techniques designed to circumvent hardware restrictions.
The Origins of the Different Supply Planning Methods
Material Requirements Planning was the first computerized procedure for supply planning. It was the dominant procedure for some time.
It would have shortly followed the development of computing. Material Requirements Planning requires nothing more than arithmetic to perform its functions.
“Material Requirements Planning programs, made practical by computers, were implemented in many firms beginning in the 1970s. Interest was greatly stimulated by an MRP Crusade conducted by APICS nationwide. The powers of the technique were stressed, but too little emphasis was given to the supporting activities of:”
- Master Scheduling
- Structured Bills of Materials
- Getting Accurate Data
- Shop Floor Control
- Capacity Planning and Control – Orlicky’s Material Requirement’s Planning
What is MRP 1?
MRP usually is just called that and not referred to as MRP 1. However, because it was popular to use MRP 2, MRP 1 was used to differentiate between MRP 1 and MRP 2. As in someone might say in a meeting
“wait did you mean MRP 1 or 2 when you just said MRP?”
- MRP 2 is just an enlargement to connect and include other systems and did not have much to do with MRP 1.
- MRP 2 was always poorly named, and MRP 2 essentially became what we now call ERP.
Therefore, while not commonly used anymore, MRP 1 is simply “plain old MRP.”
What the MRP System Include
The easiest way to understand the MRP system is to list what is included in the MRP calculation. MRP incorporates:
- Sales Orders
- Purchase Orders
- Materials
- Stock (there are many different types of stock, by only unrestricted and valuated can be included in MRP) – Also, while optional, MRP should be set to incorporate the stock in transit.
- Material lead times
- Components
- Assemblies
- Lot Size
- Resources / Work Centers
The output is planned purchase orders and planned production orders.
What the MRP System Does Not Include
Just as useful is to understand what data an MRP system does not include.
- Normal Stock Transfers: Notice that unlike APS systems or DRP, MRP does not create stock transfers.
- Inventory Balancing Stock Transfers: MRP is not rebalancing inventory to meet future demand the way several supply planning methods do.
- Prioritization: MRP does not understand the priority. It only knows quantities and dates, so if a higher priority customer places an order for the product later than a lower priority customer, the lower priority customer gets the inventory. However, many companies operate based on customer priority in addition to the need date, so this is where stock is either manually allocated, or allocation software comes into the equation.
- Constraints: MRP does not know what is feasible; instead, it works backward from requirements and simply develops a plan based upon this. This is one of the great limitations of MRP and is one of the main reasons that constraint-based planning was developed and flourished in the late 1990s.
Timings and Lead Times
Aside from all the related items (or objects) listed, a bit of what MRP does is arranging objects’ timings.
To get an idea of how useful MRP is, imagine a material with 100 sub-components, each with a different lead-time. MRP uses all of these lead times, the order date, to calculate the planned production or planned procurement order date. (the material BOM level is also known as the lower-level code, with each level in the BOM having a different low-level code.) On the other hand, the degree to which the BOM is exploded is an SAP ERP setting. The BOM does not necessarily have to be explored at all.
Example of MRP Settings: The MRP Setup in SAP

MRP Settings
- Here is the first choice, which is the processing key. This relates to whether MRP will reprocess everything (called regenerative planning or just perform a net change).
- The second option relates to whether purchase requisitions within the planning horizon. If the system does not create them, they can be created manually. One option here allows only planned orders to be built outside the planning horizon.
- The delivery schedule setting controls whether and how schedule lines will be created.
- The next setting relates to whether an MRP list should be created.
- The planning mode setting controls whether the system re-explodes the BOM after each run.
- The scheduling setting controls how dates are determined for planned orders and whether a basic method will determine the dates of scheduled orders or whether a more sophisticated method involving lead time scheduling and capacity planning will be used.
As you can see, these are basic options that have to do with specific details related to whether to reprocess all orders, how far out to create procurement orders, etc.
What is MRP Planning Versus Material Planning?
- Material planning is the more general of the two terms.
- MRP is one type of material planning.
- MRP is a specific procedure that is one of several that can be used to perform material planning.
- Material planning is any procedure or manual activity that manages the material within a supply and production system.
- MRP planning is the use of MRP software to develop an initial supply and initial production plan.
- MRP planning would be the opposite of reorder point planning as MRP planning is forecast-based planning. That is, MRP planning requires a forecast to produce its output. When someone uses MRP planning, they may be implying “forecast-based planning,” which is because MRP planning is often blended with the term forecast-based planning. But it is not technically accurate as other supply and production planning methods do not use MRP planning.
Finally, the term MRP planning is a bit redundant. This is because the “P” in MRP stands for “planning” already. Therefore MRP Planning stands for Material Requirements Planning Planning.
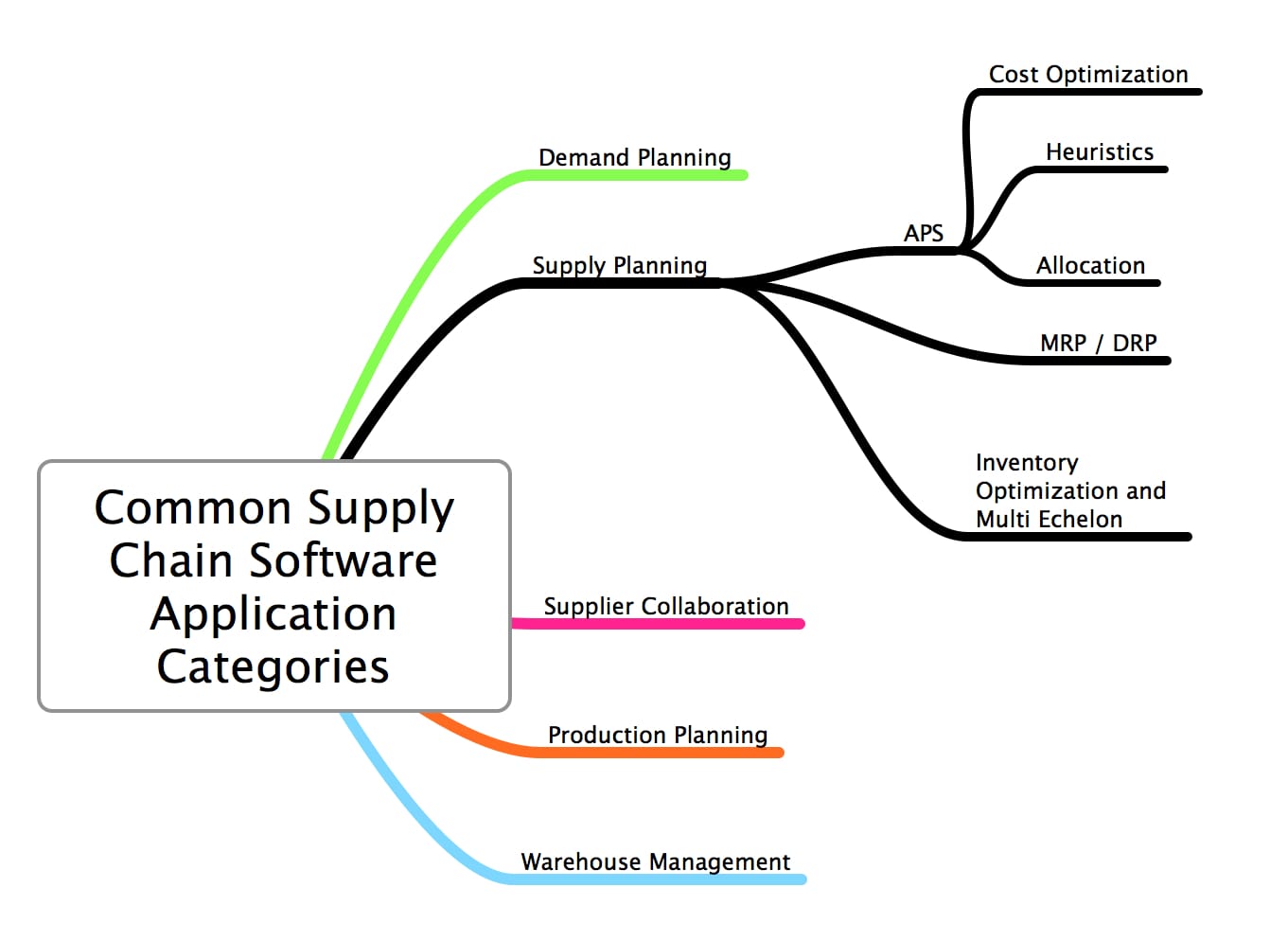
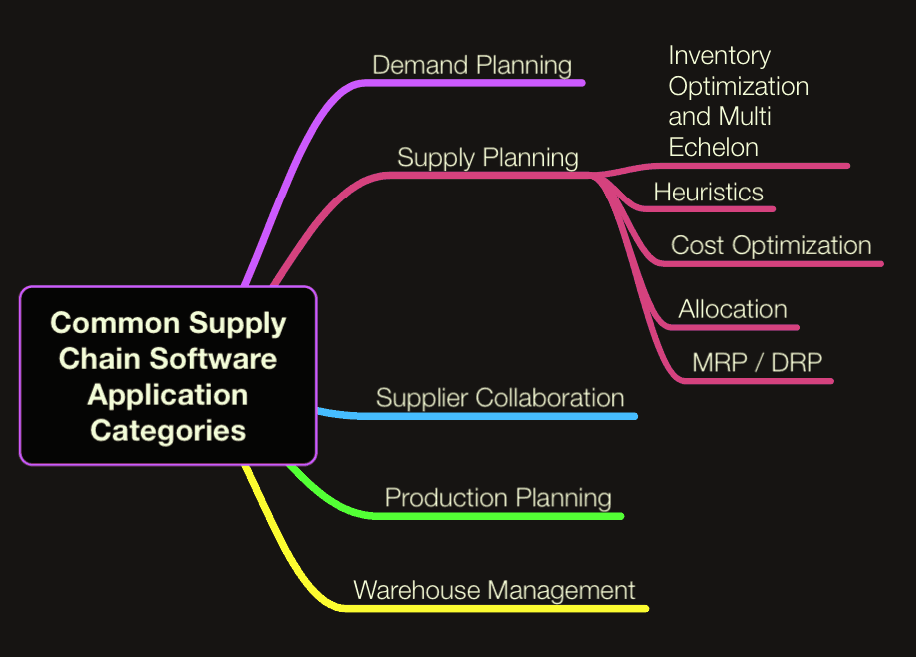
What is MRP Categorized As Within Planning?
MRP was the first supply planning method that was incorporated into the software. It fits into the following area concerning supply chain software.
Multiple Methods of Creating a Supply Plan?
MRP is only one method of creating the initial supply plan. A complete supply planning always has two components.
- The Initial Supply Plan: The planning of production orders and purchase requisitions to bring into facilities. This brings material into the supply network and schedules production (more detailed production planning is performed further on the workflow by a specialized production planning application).
- The second component is the deployment plan, where planned stock transfers are created to push material between the internal locations and finally out to wholesale or retail locations. This is performed in systems that use MRP with DRP or distribution requirements planning.
Supply planning has two other planning runs. One is capacity leveling, which seeks to balance the projected demand with the capacity (for both the supply and production capacity). The second is redeployment, where stock already in the supply network is repositioned.
The History of MRP
MRP was developed in the 1960s in the US and incorporated into the software, and rolled out to companies in the 1970s in most developed countries. Reorder point planning has been integrated into software roughly ten years before MRP applications being sold and used. But given the immaturity of computer systems in the 1960s, few companies used these reorder point systems.
Therefore the MRP definition can be considered the first broadly used computerized procedure for supply and production planning. The actual full leveraging of MRP’s capabilities changes depending upon the company, with some companies still having problems correctly using MRP and many companies misusing MRP to unforecastable product locations.
*The concept of forecastability is, in my view, the most critical concept that must be understood to manage any supply planning method, but that gets into another topic.
What is MRP Categorized As Within Planning?
MRP was the first supply planning method that was incorporated into the software. MRP is only one method of creating the initial supply plan. A complete supply planning always has two components.
- The first is the planning of production orders and purchase requisitions to bring into facilities. This brings material into the supply network and schedules production (more detailed production planning is performed further on the workflow by a specialized production planning application).
- The second component is the deployment plan, where planned stock transfers are created to push material between the internal locations and finally out to wholesale or retail locations.
Where Does Redeployment Fit In?
I could argue that there should also be a third component called redeployment, where the stock is repositioned periodically between the internal locations. But as that takes us into an unrelated area, I will leave that topic unexplored in this article. Redeployment is not merely a slight tweak to deployment logic. But is an entirely different set of logic, which is why companies often get into trouble when using deployment logic/functionality in supply planning applications for redeployment.
Creating the Initial Supply Plan and The Deployment Plan
Sufficed to say, all supply planning methods must create both an initial supply plan and the deployment plan or must be able to perform one or the other. MRP is one of the best-known supply planning methods, but MRP only addresses creating the initial supply plan. The various supply planning threads can be described as follows:
- The Initial Supply Planning Thread
- The Deployment Planning Thread
- The Redeployment Planning Thread
- The Capacity Planning Thread (We will skip discussing this here, but with MRP, which is unconstrained, a leveling is required to ensure that the plan is consistent with capacity.) For those interested in the topic, I have written the following book on capacity planning.
The deployment plan is not created by MRP but by a related procedure developed around 15 years after MRP called DRP. Secondly, different methods can be used for the initial supply plan and the deployment plan. There is no rule saying that, for instance, if a company chooses cost optimization for the initial supply plan, it must use cost optimization for the deployment plan method.
What About the Initial Production Plan?
MRP is a supply planning method. However, it also creates the initial production plan, as it assigns planned production orders to days for the internally produced product. Therefore, is MRP also a production planning method?
Yes, it is.
This lead one resource on a previous client of mine to state that… “
Supply planning and production planning are the same thing.
This is not true, but many of the methods used for supply planning are also used for production planning (being quite different from production scheduling). Not all supply planning methods are also used for production planning. Inventory optimization and multi-echelon planning, for instance, create undifferentiated (between production and procurement) requisitions, which it then asks the ERP system to sort out.
Returning to MRP, the best way of understanding MRP is that it creates the initial supply and initial production plan.
How the Term MRP is Often Overused and Misused
MRP, along with MPS and optimization, are some of the most overused and misused words in supply chain planning. MRP is commonplace and so widely used that people in companies often fall into the trap of commingling MRP with the process it performs, either supply planning, production planning, BOM explosion, or lead time calculation. However, MRP is a distinct method or procedure with specific logic and is applied by an application with the process it is performing.
Therefore, I will often find on projects that MRP persists even when a different planning method is used.
For instance, I was on a project where CTM created the initial supply and production plan. CTM is an order-based method planning method. Its logic and settings are entirely different from MRP. However, the two profiles created in SAP APO were named “MRP 1” and “MRP 2.” This created confusion when I told this client that CTM was not performing MRP.
MRP as a Proxy for the Term Initial Supply Plan?
The issue is that MRP is often a proxy for the term “initial supply plan” or “initial production plan.” This is a problem because incorrect terminology interferes with companies correctly understanding the procedures in the system that they are using.
If you don’t know the difference between how an MRP run operates and an initial supply plan created by, say, a cost optimizer, you are less likely to have success implementing your optimizer application for supply planning. This is the reason I wrote this article. The issue with an understanding of both this issue and the even larger problem of companies not fully understanding how the different supply planning methods differ from one another was a motivator for the book “Supply Planning with MRP, DRP, and APS Software.”
MRP as a Forecast Based Planning Method
Material Requirements Planning is a forecast-based planning method. It is combined with lead times and BOM. It creates a series of planned production orders and purchase requisitions. All timed to allow the demand to be met. Material Requirements Planning has these frequently unstated prerequisites:
- Every inventory items move into and out of stock.
- All components of an assembly are required at the time the assembly order is released.
- Components are disbursed and used in discrete lots.
- Each manufacturing item can be processed independently of any other. – Orlicky’s Material Requirement’s Planning.
The First Broadly Used Computerized Procedure for Supply and Production Planning
Material Requirements Planning can be considered the first broadly used computerized procedure for supply and production planning.
- The actual full leveraging of Material Requirements Planning’s capabilities change depending on the company.
- Some companies are still having problems properly using Material Requirements Planning. With many companies misusing Material Requirements Planning to unforecastable product locations.
The concept of forecastability is, in my view, the most critical concept that must be understood to manage any supply planning method.
How MRP Implementations Began
MRP implementations were not immediately successful when first introduced. MRP was a very different way of running a business from pre-MRP, and there were cultural and educational challenges to getting MRP to work correctly. While this is generally infrequently discussed, books on MRP written in the ’80s and ’90s described the challenges in clear terms that these projects faced. The experiences of MRP implementations (first stand-alone systems and then ERP-based MRP systems) can be seen as a maturation process that took quite several years at most companies that implemented these systems. I found the following combined quotations one of the problems with MRP illustrative.
“Computerization made it possible to crunch through thousands of records in an effort to provide a more effective way in managing materials. It would, according to the proponents, help us plan priorities for the shop, determine when and how much material to order. But when the software was installed, inventories weren’t reducing, and we began to discover the reasons. First we had to have ninety-five percent accuracy in our bills of material for the system to work. And..98% accuracy in our inventory balances. It seemed that the people who had the most to gain were the ones with a vested interest in MRP, particularly the educators and the software houses. It releases orders according to lead times devised to represent a floor of disorder,…and it is not equipped to recover quickly from mistakes that occur, or deliveries that are late. The lot sizes, usually based on EOQ logic have little to do with real demand. Most companies that we interface with seldom get through more than 60% of the MRP review reports weekly. Because the extensive amount of variances aren’t maintained, over time, the effect is usually a build-up of unneeded materials, a consequential rise in inventory, and continued daily anguish over missing parts. The irony is that companies are still managing themselves using old manual techniques, while automated systems are pouring out data in massive volumes. We calculated that one company produced over 25 tons of unread MRP reports annually. Another produced three pounds of paper for every pound of production aircraft that left the runway.” – Richard G. Ligus, Consultant
Richard Lingus is partially describing issues faced with older MRP systems. For instance, MRP is not anymore an overnight batch job. However, he describes other issues related to master data accuracy, which is with us to the present day.
There always has been much debate on the topic of MRP, and in fact, there is an excellent debate between Lean proponents and MRP proponents. This is, in my view, is primarily because of the following three reasons:
- Over Application of Forecast Based Supply Planning Systems: MRP, which is forecast-based planning, is over-applied, applied to products that do not have a sufficient forecast accuracy to be placed on any forecast-based planning system MRP any other. However, supply planning systems can still plan products using lead times and BOM explosion, using reorder points. So while the MRP procedure does not apply to every product location in the company’s database, using a system that can calculate dependent requirements based upon a forecast or based upon a reorder point is of great benefit to a company. This point is not generally debated, although it can sometimes seem to be as the term MRP tends to be overapplied to several computerized functions in supply and production planning.
- Maintenance Issues: Companies have historically not been willing to maintain the master data well enough to get all MRP procedure benefits. Planning is based upon a series of assumptions, and these assumptions are encapsulated in the master data of the system. Poor quality master data results in reduced quality output, and this is true regardless of what supply planning methods (MRP, heuristics, CTM, allocation, etc..) are employed.
- Forecastability: Companies tend to do many things to degrade their forecast accuracy. In turn, this reduces the forecastability of the product database and reduces their ability to use forecast-based supply planning methods. Companies often blame the external environment, but many things that reduce forecastability are their own doing. These behaviors extend from having too many SKUs to the overuse of promotions to not performing elementary activities such as differentiating their manually controlled forecast from their system-generated forecast. These same companies will then turn around and complain about the quality of their forecast. It must be reiterated that MRP is a forecast-based planning system, and no forecast-based planning system can provide sound output with a forecast of poor quality.
Benefiting from the Supply Chain Planning Functionality in an ERP System
The supply chain planning functionality in ERP systems is, at this point, considered fundamental. However, many investments are required to run an ERP system in just its supply chain areas. It is surprising to many that work in the field, including myself, that such a large segment of companies have not been able to move beyond MRP/DRP and that so many companies have still not mastered MRP/DRP. I entered the field in 1998, working for an advanced planning software vendor. The assumption was generally accepted within this vendor that companies had mastered MRP and time for more advanced methods. This was the philosophy throughout the software vendor, but roughly 14 years of experience in the field later, it seems an entirely incorrect assumption. This shows how one’s financial incentives can distort the interpretation of a market.
In addition to forecasting well, there are several key competencies required to run MRP/DRP properly, and these competencies still do not exist at many companies in the US. I will address these further in this article. However, first, I want to discuss the categorization that is routinely applied to ERP systems.
ERP: Execution System? Planning System? Or Both?
ERP systems are often referred to as “execution systems,” however, while this is usually stated, this is not an accurate ERP description. Its accuracy depends upon how the system is used. It can be a specific term when an external planning system is connected to the ERP system, and all planning functionality is unused. In this sense, the ERP system is merely the “execution system.” But when a company uses an ERP system without the benefit of an external planning system, then planning is performed in the ERP system.
In terms of functionality, ERP systems, there can be no question that ERP systems are also planning systems. This is because they both contain procedures that look out for and make virtual decisions. Secondarily they allow users or planners to insert and change virtual choices in a planning horizon. A virtual decision would be any requisition or recommendation for an order, while an order is an execution document. ERP systems make virtual decisions based on assumptions. What ERP systems do not provide is sophisticated functionality in the area of planning. However, this is a question of degree, not a matter of existing or not existing. MRP and DRP and forecasting are planning functionalities, and all of these exist in ERP systems.
Changes at Companies Due to ERP Systems
ERP systems excel at enforcing an enormous number of rigid rules and processes on a business. This has positive and negative consequences, although the ERP vendors and the major consulting companies tend to emphasize the positive outcomes if for no other reason than they make money selling and implementing these systems. In some cases, vendors and consulting companies will discuss the “best practices,” but in many cases, what is offered in the software is simply a generic practice or precisely a logical sequence. It is a logical sequence that one would post a goods issue before a goods movement, and very difficult to see how this is innovative, requires special thought or a best practice. Many countries have accounting rules that state this must occur in this sequence. There are also many cases where a generic practice is to create the forecast before creating a supply order to make to the stock environment. There is nothing particularly intelligent or insightful about this sequence. It is just how it should naturally be performed. This is a natural sequence in the same way that opening a car door should precede starting the car. Instead, one can choose to start the car by rolling down the window, starting the vehicle from outside, and then opening the door to get in, but it would make little sense to follow this alternative sequence.
What is MRP Categorized As Within Planning?
MRP was the first supply planning method that was incorporated into the software. MRP is one way of creating the initial supply plan. A complete supply planning always has two components.
- The first is the planning of production orders and purchase requisitions to bring into facilities. This brings material into the supply network and schedules production.
- More detailed production planning is performed further on in the workflow by a specialized production planning application.
The second component is the deployment plan, where planned stock transfers are created to push material between the internal locations and finally out to wholesale or retail locations.
The Best Known Supply Planning Method
Material Requirements Planning is one of the best-known supply planning methods, but MRP only addresses the initial supply plan. The deployment plan is not created by Material Requirements Planning but by a related procedure that developed around 15 years after MRP called DRP.
Secondly, different methods can be used for the initial supply plan and the deployment plan. There is no rule saying that, for instance, if a company chooses cost optimization for the initial supply plan, it must use cost optimization for the deployment plan method.
It would not have been possible without reducing the price of memory that occurred around this time.
APS software companies like i2 Technologies are marketed against ERP vendors. ERP software companies fought back by downplaying the importance of these planning systems. They promoting the idea ERP systems could perform all planning. They held to this view until later when they developed or purchased their advanced planning systems.
Before developing their planning systems, a high-level representative from SAP is renowned for telling a senior representative from i2 Technologies that only a few customers would be interested in these types of products.
The Criticisms of MRP/DRP by APS Vendors
It is unclear why this final argument was so effective, although there is no doubt. It demonstrates the importance of a single compelling concept in driving corporate software procurement.
Introduction Versus Commercialization
The graphic above shows the commercialization of different supply planning methods at points in time. There is a problem with making definitive statements about the adoption of supply planning methods. This is because there were middle and late adopters. Few companies were using even simplified versions of the requirements planning logic as far back as the mid-1960s; at that time company used MRP systems with slow tape-based computers. Given the hardware limitations, it is not surprising that it was not an immediate success after its initial development in 1961.
Whatever Happened to the Perpetual Inventory System?
I was sent a diagram by the grandson of the creator, who was Robert E Mitchell. Pat Mitchell was kind enough to send me a diagram that his grandfather developed back in 1946, which is officially titled “Processing the Examination of a Manufacturing Enterprise for Purposes of Planning, Coordination, and Control.”
This diagram contains all types of interesting information, and the more I looked at it, the more I found it. One observation that I will discuss here is the diagram used the term perpetual inventory. We don’t hear this term very often today, and there is a compelling reason.
Perpetual Inventory System Versus the Periodic Inventory System and The Material Control Process
Below is a section of the diagram sent by Robert E. Mitchell.
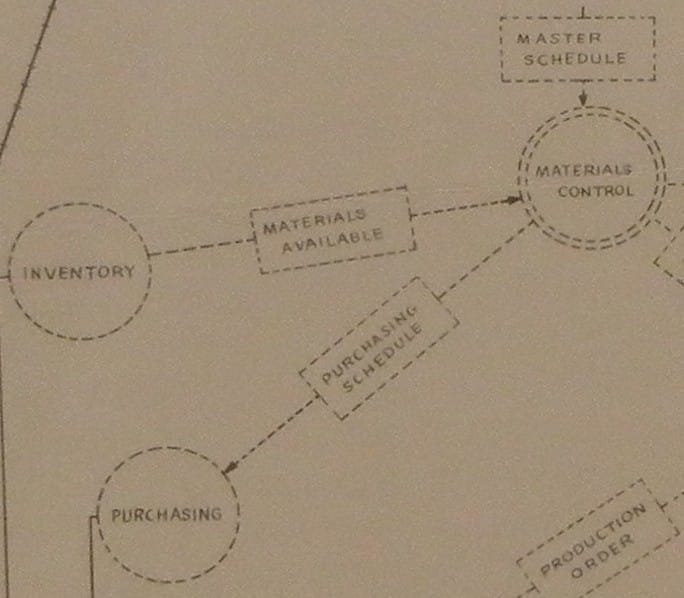
The diagram has a single output for planning, the Master Schedule, which goes to the Materials Control process.
The Impact of the Term MPS and the Perpetual Inventory System
- This is a shortened term of the Master Production Schedule or MPS. This is a misleading term because the “master” portion of the name means a subset of planning – and is often confused with the term MRP – which is a method of supply and production planning.
- It is a distinct term from MPS. This is explained in a previous article. (the term has also been confusing and incorrectly used by software vendors adding to the confusion on projects described in this article).
Robert Mitchel’s used the term “Prime Schedule Materials,” which is not a word in general usage today. It indicates that he refers to the fact that the MPS he is describing is a subset of the overall product database, one of the four ways of restricting the planning run to create an MPS.
The Material Control Process as the Perpetual Inventory System
At the time of this diagram, the MPS is sent to the materials control process. The material control process comprises two primary components (which are off to the diagram’s right). One of them was “perpetual inventory.” This, of course, brings up the topic of the term perpetual inventory. Whatever happened to the term perpetual inventory?
“Perpetual Inventory” pre-computerization term means how frequently the inventory position is updated (related loosely to how often stocking can be recalculated). The description of perpetual inventory included in the diagram tells us quite a bit about how they accomplished perpetual inventory.
“…Perpetual Inventory, maintained by means of credit and debit cards for every factor affecting the stores (i.e. stocks) balance-deliveries to and issues from stores; requisitions, requirements, production and purchase orders. So that at any time and for any component, balances may be struck off to show the stock dates of that component for the present and for any and all future periods.”
Computerization and the Perpetual Inventory System Concept
Before computerization, inventory levels were calculated by humans. A human cannot perpetually recalculate every stock position for the products that a company stocks. Therefore, different products were set up on a schedule or a calendar, with each product location combination recalculated on this periodic basis. This was a “periodic inventory system.” That is, only parts of the product database were calculated as part of the periodic inventory system. This meant that, of course, a large number of the product location combination stock levels were not updated at any point in time.
- This activity was part of a perpetual inventory system concept that was managed manually before computerization. How this was done is not clear (as I have explained above)
- It is one of the first sets of tasks to be implemented in software. A perpetual inventory system was incorporated into mainframe-based reorder point applications that preceded MRP systems (they were quickly supplanted by ERP systems and therefore were only sold for a short period). The logic that drives planning systems today has not changed appreciably since 1946.
Estimates of MRP Uptake
In 1975, one of the founders of MRP, Joe Orlicky, estimated roughly 150 MRP systems installed in 1971. By 1975 700 systems had been implemented. In the 1980’s Material Requirements Planning became the norm in the developed world. Even in the 1980s, these systems were custom coded. They were not the packaged solutions we currently know them. To add more variability to the estimation process, some companies never adopted. For instance, cost-based optimization is even now.

The Movement towards More Advanced Methods
As time has passed, what has been considered the leading edge has changed. At one time, MRP was deemed advanced functionality. At that point, there was much competition between roughly 30 vendors, which sold MRP applications. They sold this software of anything like an ERP system.
In retrospect, Material Requirements Planning and computerized inventory systems were a tremendous leap forward for supply planning. Before these systems, the work for supply chain planning was tedious. It manually calculated consumption logic-based ordering formulas. This includes things like economic order quantity or bin control ordering systems. It was not long ago when all supply chain planning forms with manual calculations and paper inventory ledgers.
MRP Becomes Absorbed by the Rising Trend of ERP
Eventually, the market matured, and Material Requirements Planning became less of a differentiator between vendors. The industry consolidated. Software vendors merged or exited the marketplace as Material Requirements Planning was incorporated into ERP systems.
Around this time, DRP took over as the leading edge. It was easy for those experienced with material requirements planning to understand since both methods moved material through a series of linked locations based on external demand.
The Relationship Between MRP and DRP
Material Requirements Planning focused on individual sites in the supply network while DRP controls the movements between the locations. Material Requirements Planning is focused on the inbound supply plan and the manufacturing bill of material. DRP on a higher level of abstraction, the supply network, and the outbound supply plan. The description below summarizes the relationship between MRP and DRP.
“The concept of DRP very closely mimics the logic of MRP. As with MRP, gross requirements consist of actual customer orders, forecasted demand, or some combination of both; scheduled receipts are the goods the distributor expects to receive from orders that already have been released, while goods that already are received and entered into inventory constitute the on-hand inventory balance. Subtracting scheduled receipts and on-hand inventory from gross requirements yields net requirements. Based upon the distributor’s lot-sizing policy and receiving behavior, planned order receipts are generated. Firms may order only what they need for the next planning period or for a designated period. Known as economic order quantity (EOQ), this involves a lot size based on a costing model. Alternatively, firms may be limited to multiples of a lot size simply because the supplying firm packages or palletizes their goods in standard quantities. Also, some distributors may require some time interval between the arrival of goods on their docks and the entry of the goods into the inventory system.” – Reference for Business
MRP/DRP
Before Material Requirements Planning, reorder point methods and manual methods drove the planning. Many of the calculations had to be performed by hand. Of course, this logic was also calculated by hand before being computerized. Going back in time, computational and data storage capabilities set a significant limitation on the types of planning mathematics and techniques that could be used.
Interestingly, papers on a multi-echelon date back to the late 1950s, articles for inventory optimization date back to the mid-1970s.
Of course, it was decades before inventory optimization mathematics could be implemented in enterprise software.
When the Research into the Various Supply Planning Methods was Published

The simpler methods, such as MRP and DRP, had a much smaller lag between their development and commercialization and general implementation. Research into advanced methods like multi-echelon planning preceded MRP by several years. At the same time, MRP began to be broadly implemented with ten years of its initial development. Multi-echelon would take another 40 years after its initial development until it would be used in commercial applications.
The actual date of the first publishing of MRP is open for debate. In the Foreword to Orlicky’s Material Requirements Planning, George Plossl states that he covered MRP in 1967 in Production and Inventory Control: Principles and Techniques. Only recently have these previous hardware constraints. More options become available with every passing year. However, reorder point methods are still used to control procurement and sometimes production. They now work with the MRP to create economic order quantities.
Determining the State of an ERP Implementation
Before beginning any planning implementation, it is essential to understand the ERP system’s usage level that the planning system will be connecting to. It’s not sufficient to ask executives this question as they receive most of their information about the system second-hand and are not in the system dealing with its output. However, an understanding can be typically be determined from just a few interactions with those that use the system. I have also found it essential to list the statements that are collected from these interactions. When combined, the statements can be triangulated and can provide an insight into the system’s usage. Below I have a list of some of the statements made to me by one company:
-
- Only around 12% of ERP (i.e., MRP) driven recommendations are followed.
- Sales orders are often entered after the production order is complete. This is done because it is not always known what the production quantity will end up being. After the production order, the sales order and production order match in number by entering the sales order.
- We have a forecast accuracy of (this number varies – but estimations ranged from 25% to 40% accuracy).
- New production orders are created and scheduled for the following week for the same item, which is still being run this week. Because the quantity produced this week is still unknown (as the run is not complete), the production order is not created until the production run is complete.
- Sometimes we use a forecast, but sometimes we don’t, and we just use the sales order quantities from the previous month.
- We divide our products into short lead-time and long-lead-time products, with short lead-time products going out on MRP and long-lead-time products going out on reorder points.
- I am concerned with master data for this project because we have very little master data in the system, such as correct routings.
These statements tell us quite a bit about how the system is used. Below I have listed some obvious conclusions from these statements.
- Based on statement 1, it is clear that the company is not using the MRP procedure for planning. It is changed manually so frequently that it is more accurate to describe the system as manually planned. Statement 3 points out that they run MRP. However, with such a high percentage adjusted, MRP does not decide very much.
- Statement 2 shows a breakdown of the typical sequence of orders. This is not made to stock example (even in stock, the production order does not precede the sales order). Statement 5 is another example of the same issue. The company does not even commit to its production orders one week out. This means that the production order is begun in the factory, and both the production order and sales orders are created after the production run is complete. These orders are a recording step; the planning step of creating requisitions probably does not occur. An ERP system’s concept is that the system initiates real-life activities, not that ERP records what has already happened. If this is all true, then the purchase orders or stock transport orders must also be manually created to have material for the factory to use for production. These must be created manually as the production orders are not in the system before the component lead times requiring them to be placed. This further means that the planners must be manually exploding the BOM, i.e., using a spreadsheet with the BOM to calculate how much material is needed to support each production order.
- The forecast accuracy, be it either 25 or 40%, is so low that MRP, a forecast-based planning system, cannot add value to the higher forecast accuracy items. (This is an average, so some products probably can be planned with MRP if the master data for production details and lead time were correct). Therefore, most of the products would fall to a reorder point planning approach.
- On statement 6, this individual was not aware that this is, in fact, a forecast. However, this can be set up in SAP ERP demand management. But from his description, it sounds to be yet another manual override.
- Statement 8, combined with many statements related to the problems with master data, told me that the output quality of requisitions and orders of this system would have to be quite low. This is one of the major factors that has promoted the company to treat an ERP system as a recording system for decisions they make with external support tools.
- Further interviews with external procurement and deployment groups showed that both MRP does not drive purchase orders. The DRP procedure’s stock transport requisitions are, in the vast majority of cases, overwritten manually.
The synopsis of these statements is that the ERP system does not control decision-making for supply chain planning. Instead, the ERP system is used to record what has already happened. The system users do not trust the system’s output, and most likely with good reason. The reasons are contained within the quotations above.
The Automation Brought by MRP and DRP
Even though MRP is simple, it performs some repetitive calculations that before had to be performed manually. Yet, the ability to convert large volumes of sales orders into production orders and purchase orders was quite a feat. It was first developed in the early 1960s at J. I. CASE and Stanley Tools. Quite a few companies continued using their old systems before the industry converted over to these new methods. This is why it was first named “manufacturing requirements planning.”
Conclusion
The development and implementation of MRP and DRP is an interesting story, which dovetails with using computers for the supply chain. MRP and DRP are quite simple, but with the limited power of computers in the 1970’s Material Requirements Planning took quite a while to process and was often set up as overnight jobs.
MRP and DRP can be run in a matter of minutes. State of the art has moved on. However, a surprising number of companies are still only using MRP and DRP, along with reordering points for supply and production planning.
- The term MRP is frequently over-applied and misapplied by many people in companies. While it is often used to mean the initial supply and initial production plan by any method, MRP is a particular procedure. It is not to say and was never intended to be a generic term to describe a process.
- MRP is one of five methods for creating the initial supply and production plan, the others being heuristics, allocation, optimization, and inventory optimization multi-echelon planning.
The term MRP is frequently over-applied and misapplied by many people in companies. While it is often used to mean the initial supply and initial production plan by any method, the MRP definition is a particular procedure. It is not to say and was never intended to be a generic term to describe a process.
MRP is one of five methods for creating the initial supply and production plan, the others being heuristics, allocation, optimization, and inventory optimization multi-echelon planning.
What is the MRP Profile
The MRP Profile is critical to running MRP in SAP ERP. It interacts with the previous MRP screen shown earlier in this article.
An MRP Profile essentially helps a company organize its materials and set values for MRP-relevant fields.
You might have a different profile for:
- Finished Goods
- Project Stock
- Plant Stock
- Subcontracting Stock
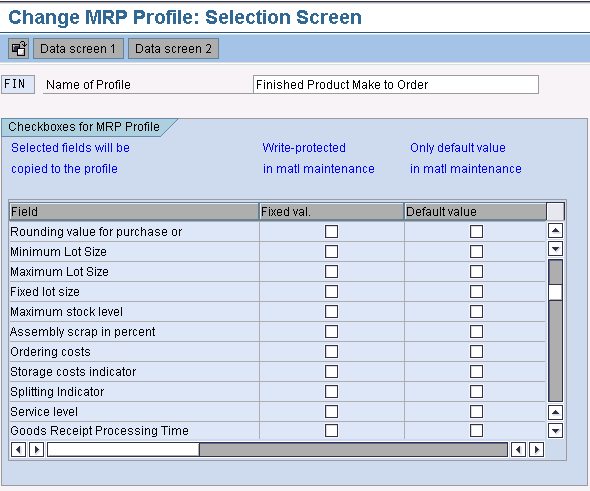
What The MRP Profile Applies To
It applies to a specific plant or set of plants. You can define which fields are necessary to be filled with values for the MRP specific data in the material master, which fields can be changed, and which must be defaulted. Here is an example of some of the fields that can be configured.
- MRP Type
- MRP Controller
- ABC Indicator
- Planned Delivery Time in Days
- In house production time
- Safety Stock
- Reorder Point
- Lot Size
- MRP Group
There are many more, so we categorize the material for future use by filling in this screen.
This allows a profile, which saves many fields applied to groups or single Plant Material combinations.