
My Experiences with Dynamic or Extended Safety Stock
Executive Summary
- Dynamic safety stock in ERP and external supply planning systems is commonly desired to be activated by companies.
- Extensive testing and observations illustrate that the standard dynamic safety stock calculation is incorrect.
- In this article, we cover many topics around dynamic safety stock.

Introduction to Dynamic Safety Stock
This article covers the topic of dynamic or enhanced safety stock (SS) in SAP. This is one of the most commonly requested SS areas to be active in SAP SNP by SAP customers. However, the issues in this article regarding the dynamic SS calculation also apply to the formula generally and as used in other supply planning applications. You will learn about the issues with dynamic safety stock from experiences on SAP projects.
The Concept of Dynamic Safety Stock
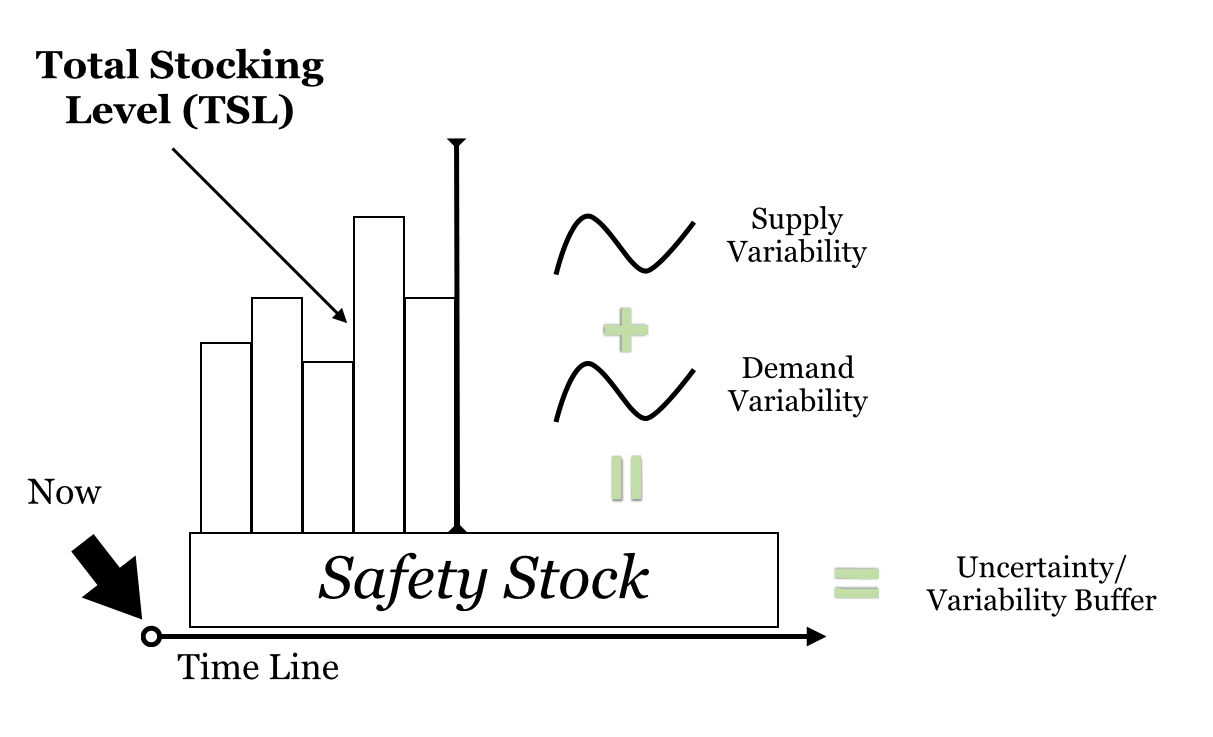
The standard dynamic safety stock formula was developed to provide a variable quantity of stock to account for the variability in demand and supply. Dynamic SS is often presented as something companies want to move to as it is more sophisticated than other SS settings.
Most companies use the following dynamic safety stock formula:
Safety Stock = Z*SQRT{(Avg. Lead Time * Standard Deviation of Demand^2) + (Avg. Demand * Standard Deviation of Lead Time)^2}
I have colorized the lead time-oriented values as orange and the demand values as blue. “Z” is the service level. Roughly speaking, the formula accounts for variability on both the supply and demand sides while increasing or decreasing the safety stock in conjunction with the service level.
The Dynamic Safety Stock Settings in SAP APO
SAP ECC and SAP APO (SNP) have the dynamic safety stock calculation. The dynamic safety stock calculation is the only functionality in ERP systems to account for variability and service level. As we will discuss and provide specific reasons, dynamic safety stock is rarely implemented in ERP systems. This means that most companies that use ERP do not account for service levels in ERP.
Therefore, while companies almost universally declare their interest in high service levels, there is no natural way of making the ERP system follow service levels in an automated fashion.
This functionality allows the SS to vary depending on supply and demand variability. These values are entered into the Lot Size tab of the Product Location Master, as shown in the screenshot below.

- Dynamic safety stock is set on the Lot Size tab of the Product Location Master in SAP APO.
- This allows the safety stock to be set at the product location combination.
Extended/Dynamic Safety Stock
I have often wondered why no client I have worked with has configured this functionality. I had often attributed it to the problem of maintaining this master data. It should be understood that this is the standard dynamic SS method that is taught in textbooks. That is, it is in no way SAP intellectual property. SAP is merely using what inventory management textbooks are.
Interestingly, one person I discussed this topic with who had tested it stated that the SS it came up with was high (this is, of course, relative, as it calculates the correct SS.) However, another comment was that it was not very adjustable and that adjustability was a requirement. Planners fall into a habit of adjusting the SS when it should be auto-adjusted. This same feedback was repeated through discussions with around six clients throughout the years.
More specifically, I question if the requirement will lead to good planning outcomes.
Dynamic SS and the First Release and How Commonly Dynamic Safety Stock is Used
I was once with a client interested in implementing dynamic SS in their first release. The first release is best for dialing in the most basic functionality. Most implementations put too much functionality into their first release.
I have seen dynamic SS get yanked out of several implementations, or I have heard of it getting disabled after initial use. I believe very few companies are presently using dynamic SS in APO.
Therefore, it is a “high-risk” functionality, which is better left to later implementation releases. I see dynamic SS as a high-risk luxury with a very low probability of successful implementation. In my view, there are many more critical areas of functionality to work on, and more straightforward methods of SS, such as days’ coverage, are more durable and have a much higher probability of success.
Interesting Comment from LinkedIn on Why Dynamic SS Often Fails
I found this comment from David Ginsberg on a LinkedIn discussion, which I found interesting.
“Most statistical models on inventory fail to work operationally because they focus exclusively on “deviation of demand”. There are two additional criteria that must be taken into account… replenishment lot size and supplier lead time. If I could have “any” quantity “tomorrow”; that would require a different safety stock model then “some” in “six months.””
While SAP’s dynamic SS functionality does have a location for deviation of demand, it is rarely used, even with companies with attempted dynamic SS. Therefore, David Ginsberg’s criticism would apply to how SAP dynamic SS is implemented and if it does not use the functionality’s ability.
“A third limitation of the safety stock model is that it carries the additional inventory throughout the inventory cycle. Why carry safety stock when your replenishment order has just arrived and your inventories are far above safety thresholds? Often it is better to bring in the next replenishment order a period or two early. This is referred to as “safety lead time” and offers superior operational and financial model to safety stock. Planning the number of stock out periods to manage and then reducing the lead time to cover them will buy you more operational and financial performance than tweaking the math of demand-based statistical models.”
I also found this final quote from David Ginsberg interesting.
“If there were good tools for this, they would be used in the stock market, not planning parts. Avoid the “we predict the future better than anyone” pitches.”
How Not to Calculate Safety Stock
One of the primary mistakes made when setting SS is setting it reactively and not controlling its setting. For instance, supply planning often uses safety stock as a form of forecast adjustment. SS might be reduced if the forecast is too high, and vice versa.
- Different individuals can have input to SS, but ultimately, SS should be controlled by policy and centrally by a supply chain planning group. While this is often the case regarding having some central responsibility at some companies, there is still, more often than not, control given to make the changes presented to a small group.
- Having groups such as sales or individuals in distributed locations adjust the SS. Under the argument that they “know the products,” it means that there is an increasing likelihood that the safety stock will be changed by people who don’t understand how SS fits other supply planning parameters.
As is explained further in this article, calculation of the overall inventory available for SS and cycle stock and then assigned to the list on a relative basis.
This is a weakness of many of the inventory parameters when they calculate SS individually by the system. All inventory parameters should be calculated based on the relative consumption of the resource limitations.
George Plossl on Safety Stock
George Plossl has an interesting observation of how safety stocks are often set that conform with my experience at numerous clients.
“Guestimates: Guestimates are probably the most frequently used, being easiest to apply, and are based on planners’ frequent personal judgement. They usually increase immediately after a shortage occurs but are rarely decreased.
Rules of Thumb: These are equally irrational, and require additional work to apply. A popular one bases SS on A-B-C inventory classification; expensive A-items should have little, moderate B-items some more, and low-cost C-items plenty. This ignores the protection furnished by lot sizes in excess of immediate requirements; C-items usually have very large order quantities and short replenishment lead times; they may not even need safety stock. Conversely, A-items are exposed more frequently to stock outs because of frequent reordering.”
Evaluating the Dynamic Safety Stock Formula
The dynamic safety stock formula is often discussed but rarely evaluated. When we look at the formula, it isn’t easy to see why this should give the right answer on safety stock.
Also, I could not find the original paper where this formula was first published. This means that the many papers on dynamic safety stock are not pointing back to the original publication.
Let us look at the formula in segments.
The Dynamic Safety Stock Formula Segments
- The Service Level Portion of the Formula
- The Forecast Error and Lead Time Portion of the Formula
- Error Measurements as an Absolute Value
1. The Service Level Portion of the Formula
The first part of the formula makes sense. That is when using the inverse of the normal distribution as applied to the service level.
This is for product location combinations with a reasonable volume. A different probability distribution would be applied for low-volume demand as the arrival of demand for low-volume demand is not normally distributed. This provides the “ratcheting” effect consistent with increases or decreases in service level.
It is well known that a different probability distribution will be used for lower volume items than higher volume items. Some vendors have proposed measuring the probability distribution of each item and applying the probability distribution that fits.
2. The Problems with Lead Time Portion of the Formula
The following questions naturally came to me when reviewing the formula:
- Why does the standard deviation of demand multiply the average lead time?
- Why would squaring the value lead to the right output?
3. The Problem with Standard Deviation of Demand History
Why is only the standard deviation of the demand used instead of the forecast error?
If the forecast accounts for the demand history variance, then the safety stock would be calculated as lower. One can have a seasonal forecast that is high in variability but is accounted for by the forecast (that is, it has a low error). However, using the standard dynamic safety stock formula would calculate high safety stock.
The dynamic safety stock formula produces strange results. Usually, the dynamic safety stock is not tested before it is activated in SAP. That is, companies assume the dynamic safety stock formula will work properly.
Strange Behavior of the Dynamic Safety Stock Formula
The standard dynamic SS formula seems to have some strange assumptions. It also produces a strange output. How many people know this? Not many. Many people propose using dynamic safety stock without testing the formula.
However, if the formula is tested, it does not produce the expected safety stock that I would expect from changes in variability. This leads to the evidence for dynamic SS working in companies, either at SAP customers or others.
Dynamic safety stock calculations (there are several) are standard in inventory textbooks. The calculation is standard in supply planning applications. There is no real evidence that the dynamic safety stock is valuable when applied to the industry. My hypothesis is that while the principle is correct, the standard dynamic safety stock formula itself is flawed.
The Lack of Evidence for the Effective Use of Dynamic Safety Stock Formula
It would be less necessary to intensively analyze the standard dynamic SS formula’s logic if there was a large amount of evidence that the standard dynamic SS formula was being widely used in companies.
But there isn’t evidence of this that I could find.
- The mere fact that a formula is published does not prove it is in use and does not prove useful.
- The evidence is quite to the contrary that the dynamic SS formula is rarely used. And it is not for lack of trying. All of my previous clients who have tested enabling the dynamic safety stock calculation eventually turned it off.
Practical Versus Theoretical Questioning of the Formula
At first, I thought this might have been because the high forecast inaccuracy causes companies not to want to carry the calculated safety stock. My detailed evaluation of the standard dynamic safety stock formula questions the standard formula. This is not just questioning practically (i.e., it is implemented successfully), but theoretically.
Creating a Customized and Constrained Safety Stock
A customized and safe stock calculator that considers variability and constraints can be developed per client. It must be customized for the limitations of the specific client.
The following are some areas to look out for when developing a safety stock calculation incorporating forecast error.
- Zero Periods of Demand
- The Proper Forecast Error Measurement in the Time Dimension

1. Zero Periods of Demand
The standard dynamic SS formula does not use a forecast error but instead a standard deviation of demand. However, when you create a custom dynamic SS formula, you can use forecast error. This has advantages because forecast error is far more often discussed within forecasting departments and companies generally regarding the forecast than the standard deviation of demand.
Conclusion
While many people have attempted to list the standard SS formulas, I think what needs to be discussed is why the dynamic SS calculation is not used in companies. Rather than spending more time reiterating complex SS formulas, the question needs to be asked:
Why?
Part of the answer lies with most companies’ high forecast error. However, a second problem is the dynamic SS formula itself.
Contrary to what one might think, I found that no studies have shown that the dynamic SS formula works well for companies. In testing the formula myself, I was not impressed with the output. This led me to develop my SS formula, explained in this article.
Finally, while the standard dynamic SS formula will not meet a company’s inventory needs, the other end of the spectrum of guessing or not using math to determine safety stock is also ineffective. Even the most common approach of setting a safety day of supply combined with a lower value (to protect the SS when demand declines) leaves out many other dimensions that improve the SS.