
Should You Implement EOQ Without Knowing the Assumptions of EOQ?
Executive Summary
- EOQ is built on a series of assumptions that are most often unquestioned.
- We answer the question of what are EOQ assumptions.
Video Introduction: What Are the Assumptions of EOQ?
Text Introduction (Skip if You Watched the Video)
EOQ is most often presented as a method of performing supply planning, but it is most common to skip the formula’s assumptions. However, the question of EOQ assumptions is essential before deciding upon a course of action with EOQ because, in many cases, the assumptions that make the EOQ formula valid are not true of the company trying to implement EOQ. You will learn the assumptions of EOQ and how this interacts with the decision to use EOQ. You will also learn the best approach we have found for setting EOQ.
Our References for This Article
If you want to see our references for this article and other Brightwork related articles, see this link.
However, within the EOQ and reorder point, there are a series of assumptions.
Assumption #1: The Company Knows it’s That Holding Costs and Ordering Costs
EOQ is a method of order batching based upon costs. This is an assumption that is often not true. For example, very few companies have a holding cost value, and without a firm holding cost value, the standard EOQ cannot be used. In most cases, companies will come up with such a low holding cost that the EOQ calculates an order size that means an average inventory that the company does not want to hold. (this same issue is replicated with the standard dynamics safety stock calculation as we cover in the article Experiences with Dynamic or Extended Safety Stock)
If the costs have to be rigged to get the EOQ to provide the desired output, there is no reason to use EOQ.
Ordering costs are another issue. Is the ordering cost the fully allocated time for planning and warehousing to create and receive the order? If so, has the company put in the time to estimate these values, or are they (as in most cases) just guessing? Mostly in my experience, the answer is the latter. I have virtually taken a deep dive into the quantification of anything from EOQ settings to reorder point settings to service levels — it turns out that there is close to no supporting logic for why these values were set at companies. Companies make up for this by never documenting anything related to these estimates, so it is not apparent that there is no supporting logic. Usually, the best one can expect some old consulting presentations left on the shared drive from a departed consulting company — which say why ABC or XYZ are important but don’t get into the actual estimations of anything. Realistically, these are the same or virtually the same presentations regardless of the consulting company brand on the presentation.
Supply chain vendors and consulting firms will often present this standard functionality to companies without eliminating the fact that companies most often don’t have the money or patience to set the calculation inputs properly. A formula is only worthwhile if the assumptions that it is based upon are followed. Otherwise, it is just a mechanism of false rationality.
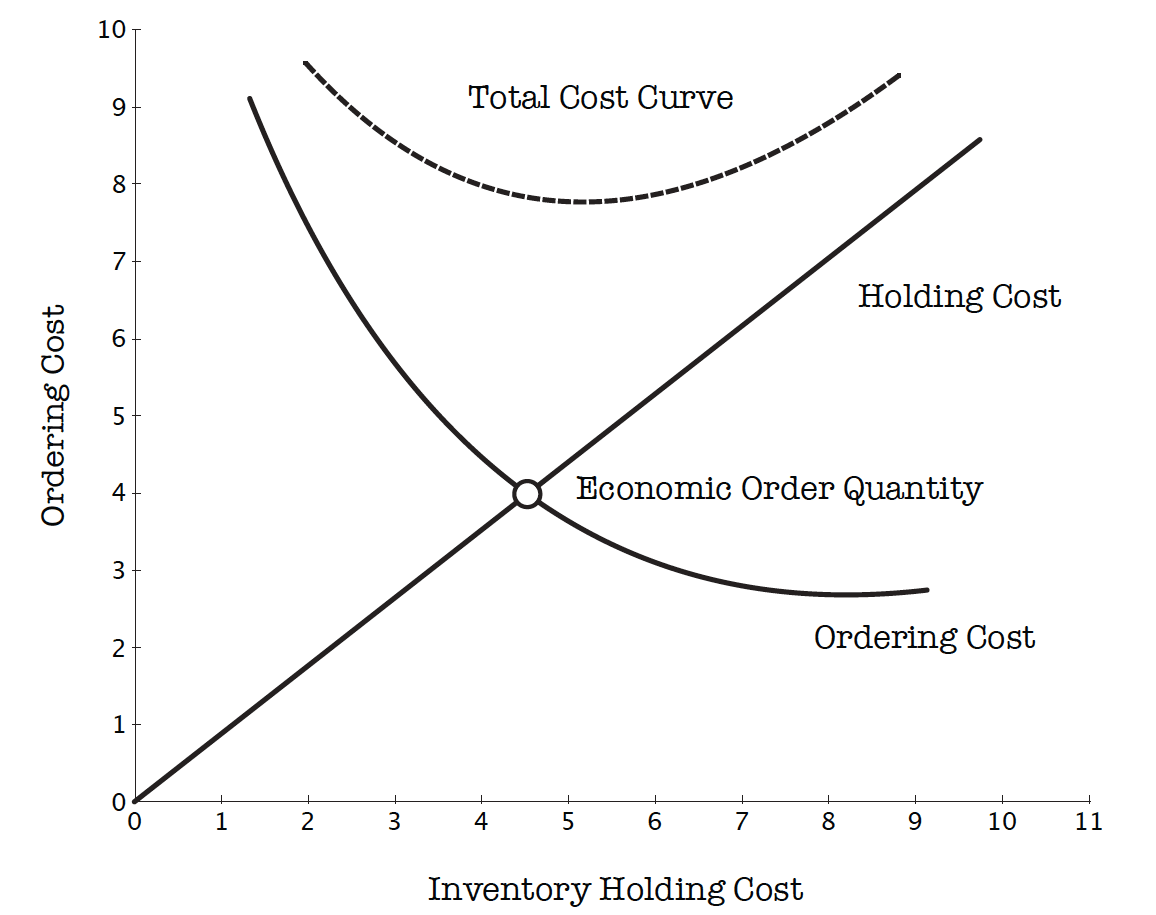
Assumption #2: The Company Wants to Trade-Off Order Costs Versus Holding Costs
The standard EOQ formula trades off order costs with holding costs. You can use our online EOQ calculator at the following link to see it in action in How to Best Use the Economic Order Quantity Calculator.
There are many other EOQ formulas. However, the standard EOQ formula is the most commonly used, and it is the usual formula in supply planning applications. We recommend calculating inventory parameters like EOQ external to the application, allowing customization of the calculation. The standard EOQ may not be the most appropriate formula to use. One may not want to use any flavor or derivative of EOQ.
Assumption #3: The Company Intends to Put Effort into EOQ Maintenance
Most companies put very little work into their EOQ formula maintenance. They can’t agree on what the holding cost should be or what the order cost should be. Companies also enjoy paying their planners poorly and overloading them with work. This means that in most cases, planners are not given the time to investigate these issues since they are too busy making manual adjustments. And the Director of Supply Chain is typically in so many meetings and doesn’t understand the underpinnings of the supply chain mathematics and assumptions that they can’t teach their planners.
Without defining these items, it is not possible to develop a usable EOQ output. And for obvious reasons. But don’t tell that to the consulting firms or vendors, or they will get very hostile.
Some product location combinations may go out on one EOQ formula than other product location combinations. Without the dedication to investing in EOQ, it is impossible to have good outcomes from applying EOQ.
Conclusion
This article answered what EOQ assumptions are. However, there is no reason to use the EOQ if either the costs entered into the EOQ are rigged or if there is a lack of interest in maintaining the EOQ calculation.
How Should EOQ and Other Supply Planning Parameters be Calculated?
One would be able to, for example:
Item #1: Simulation
Set the supply planning parameters in a way that one can simulate the impact on the overall supply plan. When using supply planning systems, inventory parameters are typically managed on a "one by one" basis. This leads to individual planners entering values without considering how inventory parameters are set across the supply network.
Item #2: Interactivity of Changes
This is the ability to see the relationship between changes to service levels and the simulated output.
Item #3: Seeing Financial Implications
This is the ability to see the impact on the dollarized inventory for different aggregate settings.
Item #4: Mass Change for Efficient Maintenance
This allow the parameters to be changed en mass or as a mass change function. Both supply planning systems are designed to receive parameters; they are not designed to develop the parameters.
 Getting to a Better Parameter Setting Capability
Getting to a Better Parameter Setting Capability
We developed an approach where EOQ and reorder points are calculated externally, which allows for a higher degree of control. And for the average inventory to be coestimated in a way that provides an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. Calculating individual parameters like EOQ without an appreciation for the systemwide does not make any sense. Also, in many, perhaps even most cases, there is no reason to use EOQ for the purposes given above. Instead, an alternative custom order batching method can be created to replace EOQ. There is nothing magical about EOQ. It is not a "best practice." It will not provide you with "digital transformation." It is not "Six Sigma." You will not get a "black belt" for using it.
After observing ineffective and non-comparative supply planning parameter setting at so many companies, we developed, in part, a purpose-built supply planning parameter calculation application called the Brightwork Explorer to meet these requirements.
Few companies will ever use our Brightwork Explorer or have us use it for them. However, the lessons from the approach followed in requirements development for supply planning parameter maintenance are important for anyone who wants to improve order batching and supply parameters.