
What Specific EOQ Model Types Can Practically Be Used?
Executive Summary
- The question of what EOQ model types can be used is critical to a deeper understanding of EOQ.
- We cover multiple EOQ model types.
Introduction
There are many different types of EOQ models. A few different EOQ models include EOQ with discount and EOQ with perishability. Many more types of EOQ have articles published on them, but in nearly all cases, only the most basic of EOQ formulas are used in companies. The question of what EOQ model is to be implemented helps one customize the EOQ. You will learn about the different types of EOQ formulas.
See our references for this article and related articles at this link.
EOQ is a way of calculating reorder points.
Introduction to Economic Order Quantity
The reorder point tells the system when to reorder, while the economic order quantity tells the system how much to order; as such, they are necessarily highly integrated values.
EOQ is one method for performing what is generally known as lot sizing. The lot size is the quantity in which the item is produced or procured, and therefore, it is set at the production location combination in the product master.
EOQ Model Type: EOQ and Quantity Discounts
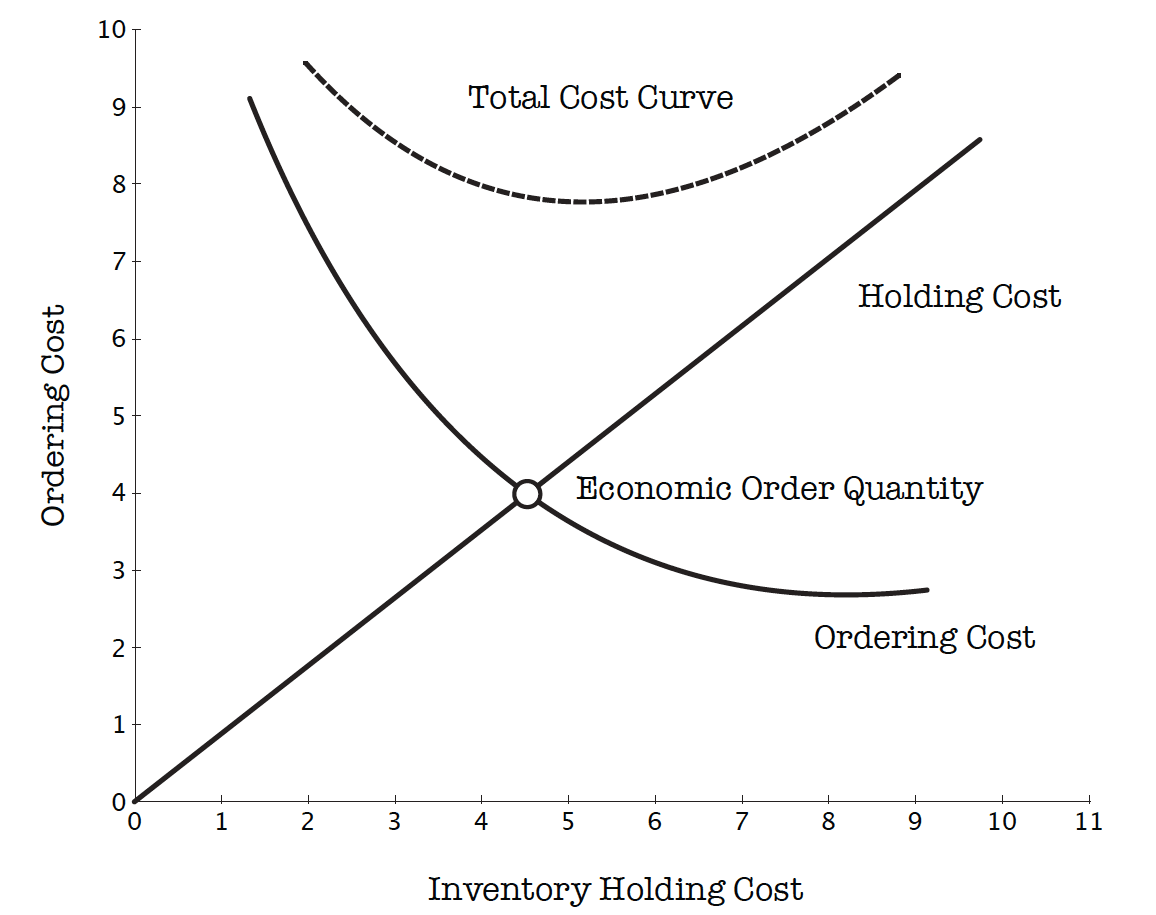
If there are quantity discounts, the calculation below will not be accurate. For instance, the formula below may propose an EOQ of 184 units. If the price per each at this level is $50, then this is a total cost of
(184 * $50) + 45 or $9,245
However, if the quantity discount kicks in at 200 units and this discount is 15%, 16 more units could be obtained for $8,538.
This would be a missed opportunity. This can be easily calculated for an individual item, but this cannot be systematized because supply planning applications do not have EOQ functionality or even step function min lot sizes. Typically, this is handled by procurement as they are up to date on the volume discounts and will increase the orders to meet the discount.
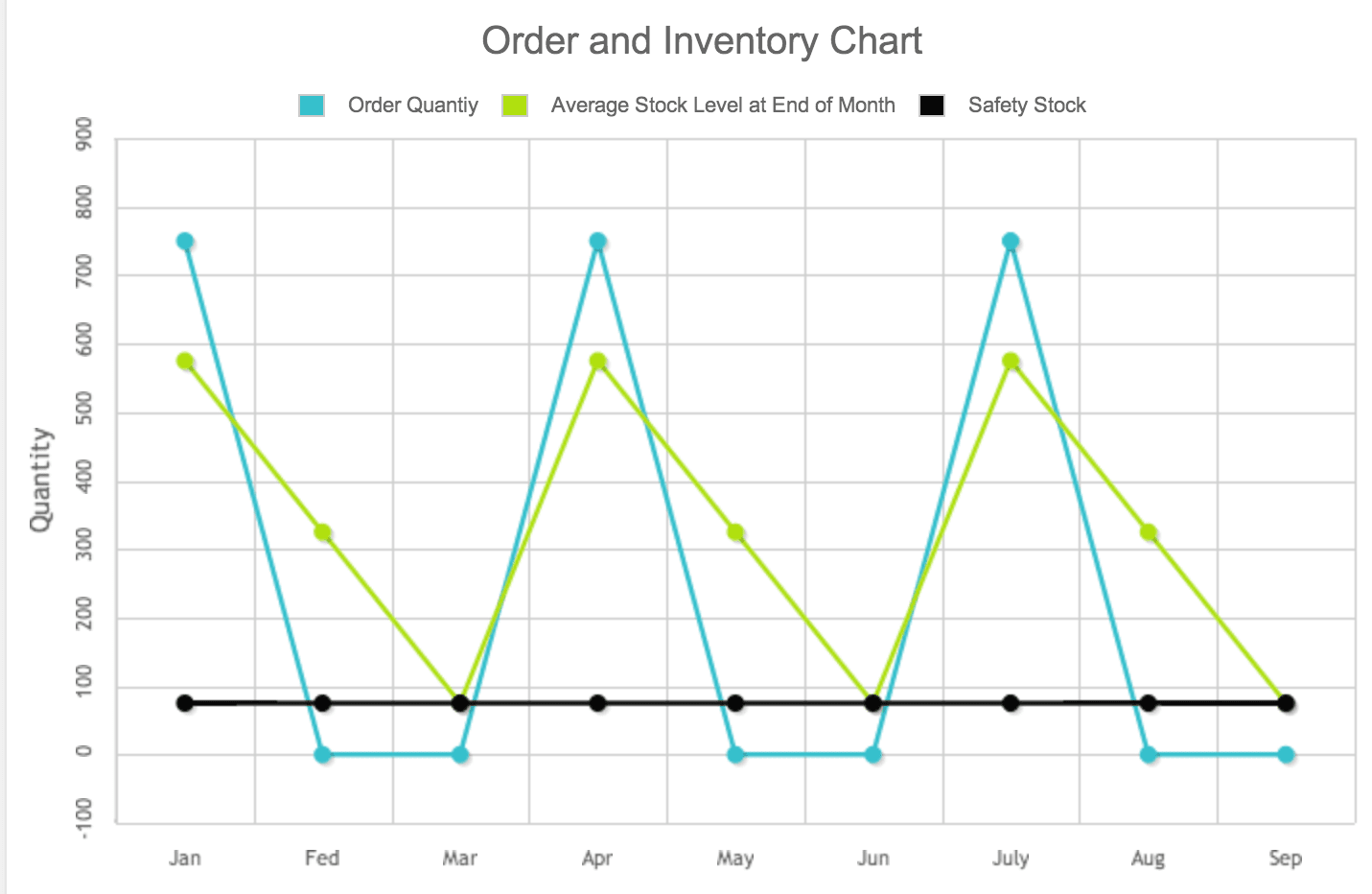
This is the well-known saw tooth pattern, a feature of the stocking level rising to its highest point when a new procurement order is received, or a new production order is completed. With the stocking level declining to its lowest point right before the procurement, the order is received or before a new production order is scheduled. The minimum stock level should be the safety stock, which the inventory level may consume due to variability in demand or supply.
EOQ has some slight adjustments to the formula for different requirements. The calculator is included at the link below, which calculates an EOQ where the company wants to build inventory. This topic is covered in the article EOQ for Pulling Forward Inventory.
EOQ and Perishability
There can be scenarios where the product’s shelf life does not allow the full EOQ to be ordered. In this case, the EOQ formula should not be used, and the shelf lifetime converted into units should be used instead (Silver and Peterson). The same issue applies to products that undergo frequent revisions, where ordering the EOQ would or could result in significant obsolescence. EOQ must also be managed versus storage capacity. Storage capacity is generally less expensive than accepting increased costs through shorter production runs.
However, this does not seem to influence companies because they cannot quantify how their production costs change from changing the production runs.
Therefore, rather than facts, philosophy tends to rule the day, focusing more on inventory and storage costs than production costs. Although this much depends upon the company. Some companies work exactly the opposite, focusing very little on reducing inventory and focusing on minimizing procurement costs through buying in vast and uneconomic quantities. The question becomes quite a bit more grey for procured items where the prices to be traded off are quantity discounts and order costs.
Conclusion
This article answered what EOQ models could be used by just describing a few. There is an enormous number of different EOQ models. However, in most cases, the standard EOQ model is deployed, and the formula is entered into supply planning applications.
And it comes down to the forecastability of the product location combination. If the forecast is of reasonable accuracy, then MRP can be used. If the forecast is high in error and cannot be improved beyond this error, a reorder point will typically perform better than creating a forecast.
One of the best ways to understand how to set reorder points externally is to develop an approach where reorder points are calculated externally. This allows for a higher degree of control and the average inventory to be coestimated to provide an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. This is called the Brightwork Explorer. Calculating individual parameters like reorder points without appreciating the system makes no sense.
How Should EOQ and Other Supply Planning Parameters be Calculated?
One would be able to, for example:
Item #1: Simulation
Set the supply planning parameters in a way that one can simulate the impact on the overall supply plan. When using supply planning systems, inventory parameters are typically managed on a "one by one" basis. This leads to individual planners entering values without considering how inventory parameters are set across the supply network.
Item #2: Interactivity of Changes
This is the ability to see the relationship between changes to service levels and the simulated output.
Item #3: Seeing Financial Implications
This is the ability to see the impact on the dollarized inventory for different aggregate settings.
Item #4: Mass Change for Efficient Maintenance
This allow the parameters to be changed en mass or as a mass change function. Both supply planning systems are designed to receive parameters; they are not designed to develop the parameters.
 Getting to a Better Parameter Setting Capability
Getting to a Better Parameter Setting Capability
We developed an approach where EOQ and reorder points are calculated externally, which allows for a higher degree of control. And for the average inventory to be coestimated in a way that provides an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. Calculating individual parameters like EOQ without an appreciation for the systemwide does not make any sense. Also, in many, perhaps even most cases, there is no reason to use EOQ for the purposes given above. Instead, an alternative custom order batching method can be created to replace EOQ. There is nothing magical about EOQ. It is not a "best practice." It will not provide you with "digital transformation." It is not "Six Sigma." You will not get a "black belt" for using it.
After observing ineffective and non-comparative supply planning parameter setting at so many companies, we developed, in part, a purpose-built supply planning parameter calculation application called the Brightwork Explorer to meet these requirements.
Few companies will ever use our Brightwork Explorer or have us use it for them. However, the lessons from the approach followed in requirements development for supply planning parameter maintenance are important for anyone who wants to improve order batching and supply parameters.