
When MRP is Applicable or When is MRP Appropriate?
Executive Summary
- MRP is not always applicable to companies.
- We cover when MRP applies to situations and why.
Introduction
When MRP is applicable, we occasionally receive a question, and it is a critical question and not asked as often as it should be. It is critical to select to run an MRP system and when there are better alternatives for the requirements.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, visit this link.
The Question of When is MRP Applicable
For the past several decades, MRP/DRP and ERP have become dominant concepts, and dominant application categories or functionalities (as stand-alone MRP/DRP systems are not rare, it’s more accurate to describe MRP/DRP as functionalities than as systems).
The general thinking on these topics has most commonly been the following:
1. All companies must acquire and implement ERP systems. An excellent example of this mindset is found in a white paper written by Aberdeen titled To ERP or Not to ERP: In Manufacturing,
It Isn’t Even a Question. This paper did not analyze any of the previous research on ERP, but simply reviewed the opinions of manufacturers, which favored the continued implementation of ERP. While not necessarily true or well researched, it is a good example of the common thinking out in industry.
All companies must maintain a full BOM and explode this BOM using MRP or using other supply planning/production planning methods to accomplish the same objective. This is normally proposed even for companies that outsource their manufacturing.
However, is this always the case? For companies that perform their production, some supply and production planning system – be it MRP or MRP substitute – is necessary. The last few decades have shown the rise of companies that design but do not manufacture their products. This is, in fact, the standard approach among high-tech OEMs.
So let us first review what MRP does.
- Explode the Bill of Materials: Automates the calculation of input products (raw material and components), which are necessary for a certain quantity of desired output products (finished goods).
- Inventory Netting: Reduces the forecast + sales orders by the planned onhand from the intended inventory position.
- Inventory Planning: Calculates reorder points, safety stock, etc.
- Purchase Order Creation: In the quantities and adjust for the lead-time required to meet the demand date.
- Production Order Creation: In the quantities and adjust for the lead-time required to meet the demand date.
- Create Stock Transfers: This is technically not part of MRP but is the output of DRP – however, when people refer to “MRP systems,” they refer to both MRP/DRP as they work in conjunction. A system with only an MRP procedure would have no way of creating stock transfers and moving stock through the supply network.
Now let us review how these MRP/DRP functions are used or not used by companies that outsource their manufacturing:
- Explode the Bill of Materials: No
- Inventory Netting: Yes
- Inventory Planning: Yes
- Purchase Order Creation: Yes – but only at the finished good level.
- Production Order Creation: Yes
- Create Stock Transfers: Yes
Therefore, even companies that outsource all of their manufacturing still need to use an MRP or other supply planning system.
There are other ways to perform these same activities – and all the more advanced supply planning/initial production planning methods provide the same categories of output. However, this book is about sticking to the simpler side of the supply and production planning continuum, so MRP/DRP is still useful.
When is MRP Applicable: Do Companies that Outsource Need to Have a Perform MRP?
I want to be careful to be specific here so as not to confuse.
- Is the Topic of Discussion the Design BOM or Manufacturing BOM? There are many different types of BOM’s; however, we only need to be concerned with the design BOM and the manufacturing BOM (or MBOM) for our purposes here. The design BOM is, as the name implies, the BOM that is produced by the engineering and design side of the business.
- Must the OEM (original equipment manufacturer) Instantiate and Maintain an MBOM in their MRP (or other supply planning/production planning) System? : There is no doubt the OEM will have a design BOM. It is their design, after all. However, the question is – if they do not perform any manufacturing, do they need to maintain the MBOM? The answer is no because the OEM does not need to explode the BOM. After all, they are not communicating with their supplier’s detail below the finished good. This is because the CM (contract manufacturer) is delivering the finished good to the OEM.
- The Alternative Design 1: MRP at Finished Good Level at OEM Instead, the OEM can move directly from the forecast for the finished good and then send the finished goods forecast – the same as the OEM procurement plan their contract manufacturer. The steps in this process look like the following:

This design can be used with a product called Arena Demand.
Arena Solutions, a PLM/PDS vendor, has an Arena Demand product that can allow the OEM supply plan to be aggregated and then exported to a file to be sent to the CM. This vendor is used as an example, and this is not an endorsement of Arena Solutions or its business practices. See our disclosure notice at the bottom — we take no income and have no relationships with vendors.
It would allow the following to be performed.
- The demand report is intended for general quoting.
- The OEM probably would use a spreadsheet and type in the fields themselves from a top-level demand plan.
As the CM already has the BOM in their MRP system, they would derive the component demand themselves.
- The OEM can’t see the component demand (if they don’t run MRP), and therefore Arena Demand enables them to see the component demand based on the supply plan.
- The OEM can use this information to quote component costs across the market to ensure that each component is taking advantage of the upcoming months’ purchase volume.
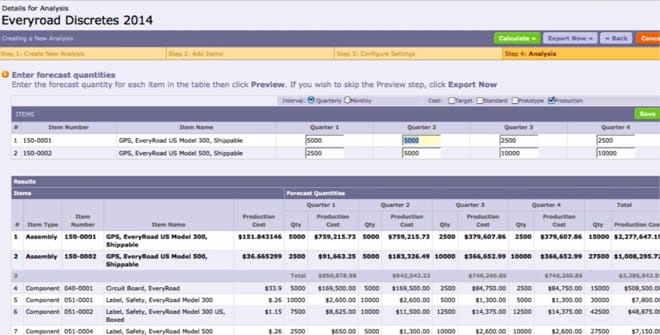
Notice the quarterly supply plan shown above for the two GPS units. This is a finished goods supply plan, and because there is no BOM, there is no necessity for the Arena application to calculate lead times. That calculating is performed by MRP when the CM has provided feedback to the OEM on the feasibility of the OEM supply plan and when PO’s have been sent from the OEM to the CM.
Also, notice that there is an export button in the upper right corner, which is used to export the supply plan to a file. Notice further that this is just one possible planning bucket – one can also choose the monthly planning bucket rather than quarterly. Arena refers to this as the “Interval.”
The Benefits of the Alternative Design
The OEM gets a much easier and lower cost to maintain the system, and the complex manufacturing is moved to where it should reside at the CM, as they are planning the production. Some companies attempt to plan their CM/subcontract suppliers actively. However, while this may work when the OEM is a sizable part of the demand of the CM/subcontractor (and there are still complications in this – a detailed explanation of the type of software that can relatively easily handle this requirement is covered in my book SuperPlant: Creating a Nimble Manufacturing Enterprise with Adaptive Planning Software). If one represents only a small fraction of the demand of a CM/subcontractor capacity, it makes little sense to model this plant. It is improbable the CM/subcontractor would be willing to share capacity information – it’s simply not worth their time.
Conclusion
In this article, we, in part, answered the question of when MRP is applicable.
MRP is not always the right thing to use; it depends upon the requirements. In the example provided in this article, the company uses a contract manufacturer. In that scenario, it is unnecessary for both the purchasing company and the MRP company to run MRP.
Our view is that MRP must be customized for requirements while the industry mostly proposes the use of generic MRP. Find out more about super fast customized MRP in the article Real-Time MRP.