
Where Can EOQ be Implemented?
Executive Summary
- The question of where can EOQ be implemented is vital to answering how to apply this approach.
- We cover the background of EOQ.

Video Introduction: Where Can EOQ be Implemented?
Text Introduction (Skip if You Watched the Video)
The question of where can EOQ be implemented is critical to determine when to use a non-forecast based method of supply planning (reorder points) and forecast based planning (like MRP). EOQ stands for Economic Order Quantity and is a formula that is sometimes used to set the reorder quantity. You will learn some history around the development of EOQ where EOQ is set up in some well-known supply planning applications and when EOQ makes sense to use for specific product location combinations.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, see this link.
EOQ is a way of calculating reorder points.
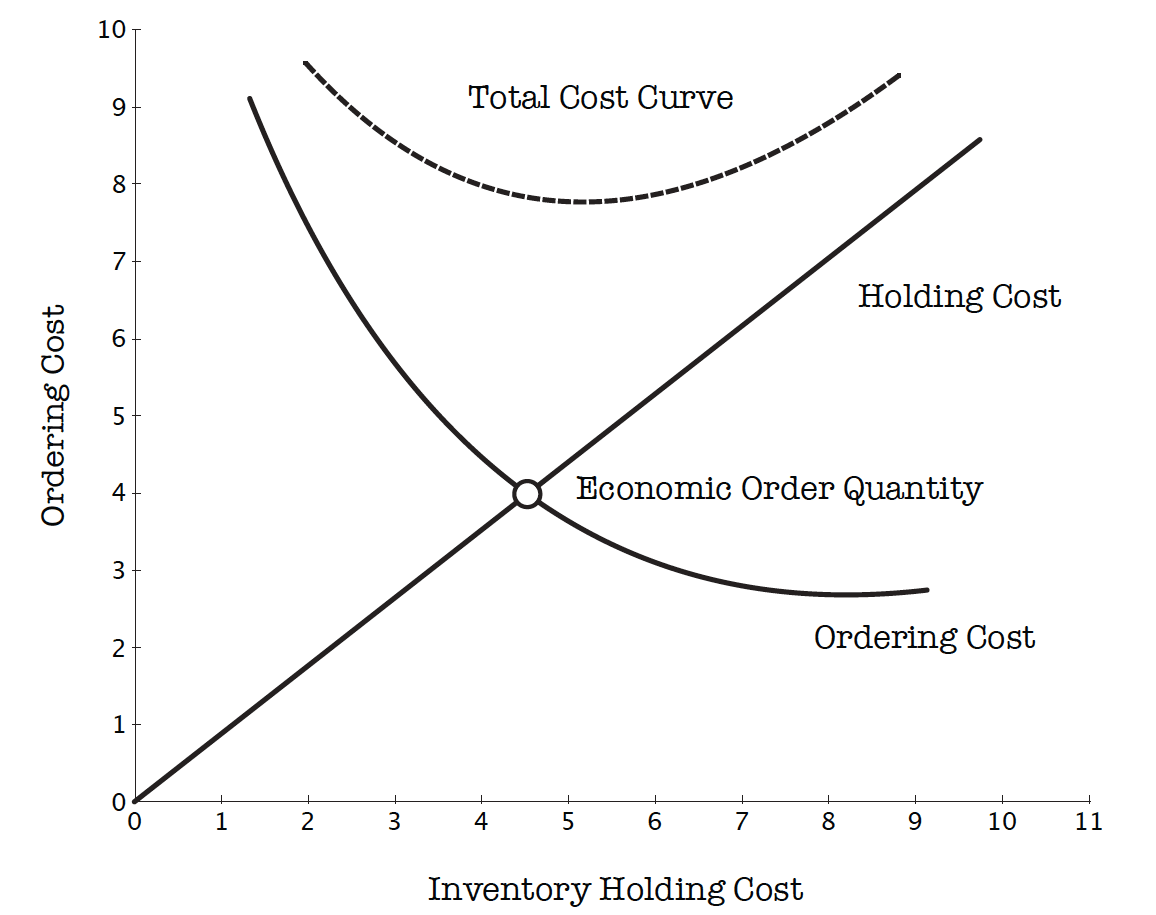
Introduction to Economic Order Quantity
The reorder point tells the system when to reorder, while the economic order quantity tells the system how much to order; as such, they are necessarily highly integrated values.
EOQ is one method for performing what is generally known as lot sizing. The lot size is the quantity in which the item is produced or procured, and therefore it is set at the production location combination in the product master.
Here it is in Demand Works Smoothie on their Policies Tab.
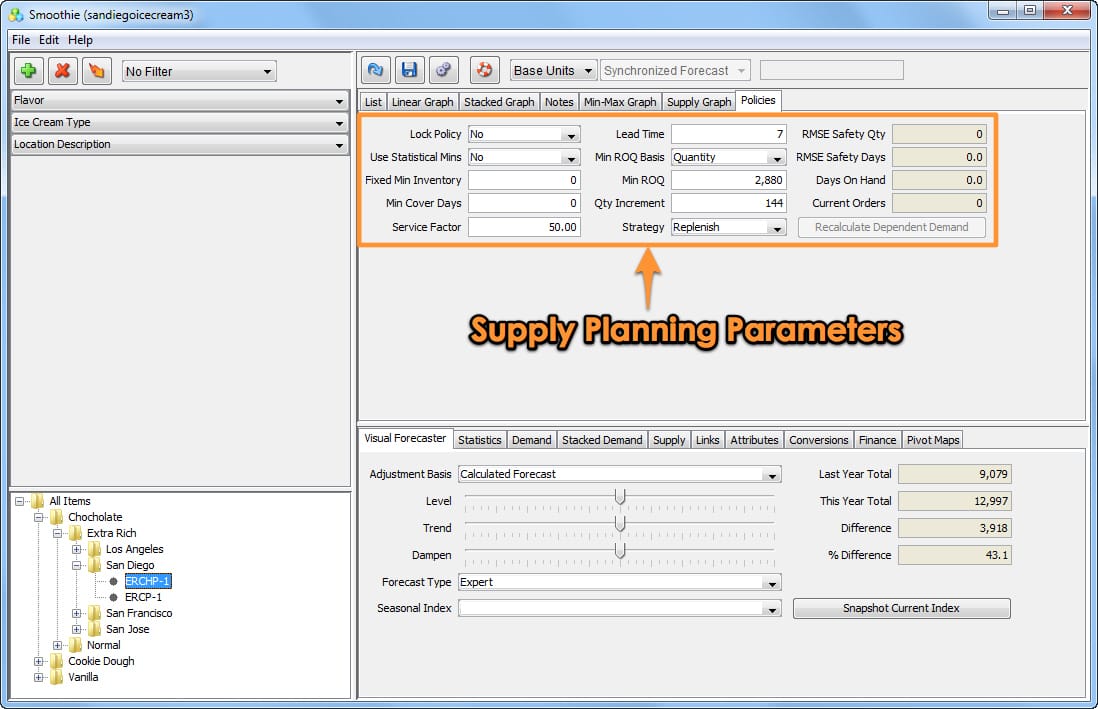
Here the fields the Min ROQ Base (Reorder Quantity) and the ROQ (Reorder Quantity) are the relevant fields. Here the Min ROQ states that one must order in a minimum quantity of 2,880 units. The Qty Increment of 144 units means that after the minimum is met when more than the minimum is required, the item may be ordered in increments of 3,024, 3,168, 3,312, etc. The other alternative in this application is to set the Min ROQ Basis to Days, and in that case, the Min ROQ and the Qty Increment would not reflect units but would reflect days.
Common methods of calculating the lot size are the following:
- Lot for Lot: This is confusingly named because lot for lot is simply a lot size based upon the net requirements in a particular period. Therefore it is nearly no lot size. Using lot for lot sizing would be considered Lean as the company is only producing or procuring what it knows that it needs.
- Economic Order Quantity: This bases the lot size on a financial calculation.
- Periodic Order Quantity: This is simply the economic order quantity but stated in terms of a reorder frequency. Economic order quantity is one of the oldest formulae in inventory management.
The development of EOQ is, in my view, the most interesting story I can recall reading of all of the supply chain management calculations I have investigated.
The History of EOQ
Ford W. Harris first developed EOQ in 1913. As with the development of MRP, the originator of EOQ was not an academic. In fact, at the time he developed EOQ, he did not even have an undergraduate degree. EOQ has proven to be one of the most durable calculations in inventory management and has held up remarkably well.
Some have proposed that because EOQ does not automatically adjust with the variability of its inputs, it cannot be used for more product location combinations (PLCs) with more variable demand history. And this is true – if the data provided to the EOQ is not periodically changed. Therefore, it must be regularly recomputed for the entire product location database. It would be relatively easy to make the EOQ formula continuously altered based upon changes in its inputs. But I have yet to see this functionality in any supply planning application.
The Validity and Applicability of EOQ
EOQ was initially developed for a production lot sizing. However, the book Factory Physics states the following concerning EOQ:
“For example, in 1913, Harris published his original EOQ paper and established a precise mathematical standard for efficiency research with his famous “square root formula” for the lot size problem. While elegant, this formula relied on assumptions that – for many real-world production systems – were highly questionable.
A fixed, known setup cost
Constant deterministic demand
Instantaneous delivery (infinite capacity)
A single product or no product interactions Because of these assumptions, EOQ makes much more sense applied to purchasing environments than to the production environment for which Harris intended it. In a purchasing environment, setups (i.e. purchase orders) may adequately be characterized with constant costs. However in manufacturing systems, setup costs cause all kinds of other problems (e.g., product mix implications, capacity effects, variability effects). The assumptions of EOQ completely gloss over these important issues.”
Using Economic Order Quantity in Systems
After EOQ’s calculation, it is most often placed into the minimum order quantity field, which all supply planning systems have. This sets the minimum order level. However, sometimes other larger factors than this – such as when products must be purchased in rail carloads, but the actual minimum order level. In that case, no EOQ calculation is necessary. The minimum order quantity is the carload.
While the formula is one of the easiest in the supply chain to calculate, many companies do not determine their unconstrained products (that is, unconstrained by minimum order sizes such as the example of the carload or minimum package quantities) based on EOQ.
However, there is no reason aside from work effort not to do so – and in fact, the work effort is relatively low. For whatever reason, most companies don’t get around to calculating EOQ or, if they do calculate it, they do so very infrequently.
Students at university are often told that EOQ is frequently used in industry when it isn’t (this is just one of the misrepresentations of supply chain management on college courses and supply chain textbooks). But this does not mean that it should not be used.
EOQ certainly adds value and quantifies and then trades off the highest costs for making an ordering decision. That is the truth of how understaffed supply chain management departments are. They often do not have the staffing to apply elementary inventory management techniques over 80 years old.
The rule of when to apply to reorder points is simple. However, the specifics of creating a threshold for mathematically determining when a product location combination should be placed on a forecast based planning approach like MRP. And when it should be placed on a non-forecast based approach is a bit more involved and is something we cover in the article How to Understand Segmentation Versus Inventory Optimization.
How Should EOQ and Other Supply Planning Parameters be Calculated?
One would be able to, for example:
Item #1: Simulation
Set the supply planning parameters in a way that one can simulate the impact on the overall supply plan. When using supply planning systems, inventory parameters are typically managed on a "one by one" basis. This leads to individual planners entering values without considering how inventory parameters are set across the supply network.
Item #2: Interactivity of Changes
This is the ability to see the relationship between changes to service levels and the simulated output.
Item #3: Seeing Financial Implications
This is the ability to see the impact on the dollarized inventory for different aggregate settings.
Item #4: Mass Change for Efficient Maintenance
This allow the parameters to be changed en mass or as a mass change function. Both supply planning systems are designed to receive parameters; they are not designed to develop the parameters.
 Getting to a Better Parameter Setting Capability
Getting to a Better Parameter Setting Capability
We developed an approach where EOQ and reorder points are calculated externally, which allows for a higher degree of control. And for the average inventory to be coestimated in a way that provides an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. Calculating individual parameters like EOQ without an appreciation for the systemwide does not make any sense. Also, in many, perhaps even most cases, there is no reason to use EOQ for the purposes given above. Instead, an alternative custom order batching method can be created to replace EOQ. There is nothing magical about EOQ. It is not a "best practice." It will not provide you with "digital transformation." It is not "Six Sigma." You will not get a "black belt" for using it.
After observing ineffective and non-comparative supply planning parameter setting at so many companies, we developed, in part, a purpose-built supply planning parameter calculation application called the Brightwork Explorer to meet these requirements.
Few companies will ever use our Brightwork Explorer or have us use it for them. However, the lessons from the approach followed in requirements development for supply planning parameter maintenance are important for anyone who wants to improve order batching and supply parameters.
Conclusion
This article answered where can EOQ be implemented. Where can EOQ be implemented is essentially a question of where reorder points can be implemented as EOQ is a prevalent way to calculate reorder points. You can test our EOQ calculator at the link How to Best Use the Economic Order Quantity Calculator.
And it comes down to the forecastability of the product location combination. If the forecast is of reasonable accuracy, then MRP can be used. If the forecast is high in error, and cannot be improved much beyond this error, then a reorder point will perform better than creating a forecast.
One of the best ways to understand how to set reorder points externally, we developed an approach where reorder points are calculated externally. This allows for a higher degree of control and the average inventory to be coestimated to provide an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. This is called the Brightwork Explorer. Calculating individual parameters like reorder points without an appreciation for the systemwide does not make any sense.