
How to Best Understand Multi Echelon Planning
Executive Summary
- Multi echelon planning uses advanced mathematics to perform supply planning with each location, knowing the inventory of other locations in the supply network.
- There are specific tests that can be applied to any multi-echelon system.

Introduction
Multi echelon planning is an advanced method of accounting for location dependencies during supply planning. Multi echelon planning capability means that the software can account for effective lead times when making stocking decisions. The only software that can accomplish this has multi echelon capability, which means having advanced mathematics to solve this problem. You will learn in detail what multi echelon planning is and the eight rules that software must satisfy to make software multi echelon capable.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, see this link.
What is Multi Echelon Planning?
- Multi echelon planning can be understood in many ways. It is a concept and technology that has only recently begun to have software available to be implemented, and its mindshare is increasing in supply chain organizations. While the underlying logic of
- While the underlying logic of multi echelon is quite complicated, its business impact is easy to understand. The primary barrier to understanding
- The primary barrier to multi understanding echelon is doing away with one of the core assumptions of supply planning.
- Multi echelon planning has an important impact on the role of the inventory manager.
Multi-Echelon Definition
Multi echelon capability is the ability of software to see the entire supply network and manage the inventory in that network as a “pool,” rather than as a group of independent locations. Independent location planning is the assumption that must be dispensed with to understand multi echelon planning. As a mnemonic device, multi echelon planning could just as easily be called “pooled location inventory planning.”
Dr. Lee’s Multi Echelon Test
I found a splendid definition or at least an explanation from a white paper on the topic from Manhattan Associates, which was written by Dr. Calvin Lee. This paper explains, at a deep level, what the topic is. It takes a while to digest, but once you do, you will understand fully what multi echelon optimization is. A quote from the paper is included below:
Managing inventory in a multi echelon network vs. a single echelon network presents major pitfalls. One is the failure to achieve true network inventory optimization because replenishment strategies are applied to one echelon without regard to its impact on the other echelons. A network view of inventory usage up and down the demand chain is absent when you are only dealing with a single echelon of locations. The complexities of managing inventory increase significantly for a multi echelon distribution network with multiple tiers of locations (i.e., a network comprising a central warehouse and downstream customer-facing locations). All locations are under the internal control of a single enterprise. Instead of simply replenishing the warehouse or the DCs that sit between your supplier and your end customers, as in the single-echelon situation, you also need to contend with the problems of replenishing another distribution point between your supplier and your DCs. For the purposes of this paper, we will refer to this additional distribution point as an RDC. The objective of multi echelon inventory management is to deliver the desired end customer service levels at minimum network inventory, with the inventory divided among the various echelons. Note: We use the terms “RDC” and “DC” to distinguish the entities in the separate echelons. For a manufacturer or wholesaler, the terms “hub” and “spoke” could be equally applicable. For a retailer, the terms “central warehouse” and “store” might be relevant. For clarity, we will focus on the interaction between two echelons.The logic is easily extended to more than two echelons through recursion. In addition, we will use the term “enterprise” to refer to the distribution entity as a single, cohesive organization. – Manhattan Associates
What is Multi Echelon Planning?
Multi-echelon planning represents the “ME” in the MEIO acronym. However, the term is used much less frequently than inventory optimization. Interestingly, multi-echelon planning was researched earlier than inventory optimization; the first multi-echelon planning research paper was published in 1958, while inventory optimization was not commonly written about until the 1970s. The logic to determine stocking decisions as presented in the first paper on multi-echelon planning was not service level (inventory optimization) but rather a cost function with different stock-out costs per echelon. It was not until several years later, in 1976, that multi-echelon planning and inventory optimization mathematics were combined. The term “echelon” is generally understood as multiple levels in the hierarchy of the supply network. However, this definition requires an explanation for those who are unfamiliar with the term.
Moving stock between predefined parent and child locations in a supply network is called “deployment.” In deployment, specific parent locations supply specific child locations. These locations can be called many things, and companies typically assign slightly different names to locations that have the same function. Plants are often designated as the first parent echelon. Plants then feed depots or regional distribution centers. These locations, which are children to the plants, are themselves, parents, to the distribution centers. The assignment between parent and child locations—the valid location-to-location combinations in the supply network—is held in a table in the supply planning application. Each specialized layer is known as an “echelon.”
How Many Echelons?
There can be any number of echelons in a supply network. The number of echelons varies by company size and industry. For instance, a finished goods distributor that does no manufacturing would tend to have fewer echelons. A company that both manufacturers and services their product would have more.
The term “echelon” first appeared in published form in a 1958 paper by A.J. Clark, who explained the reason behind selecting this complicated way of saying” layer” or “level.”
The word ‘echelon’ is used rather than ‘level’ to avoid confusion with stock levels, rather than ‘stage’—although the word has been used in this context—because ‘multi-stage problems’ has recently been used to designate problems in which time is divided into discrete decision intervals or stages.
The number of Google searches for these terms provides a good understanding of how frequently people are thinking about or researching them. According to Google, there were, in one month, 6,600 searches globally for “inventory optimization,” but only 2,400 searches for “multi-echelon.” One apparent reason for inventory optimization’s popularity is that it has been used much more frequently in promotional literature. While most supply chain professionals have an idea that inventory optimization is connected to service level planning, it’s rare that I run into people other than MEIO vendors who understand the definition of multi echelon planning.
The Questions that Each Term Answers
Inventory optimization and multi-echelon planning answer different questions regarding the supply plan, but one is not more important than the other. Together, they answer the two most important questions in supply planning:
- How much should be carried? (Answered by inventory optimization)
- Where in the supply network should quantities be transported? (Answered by multi-echelon planning)
Inventory optimization and multi-echelon planning work in conjunction with each other to place the optimal amounts at the optimal supply network location based on the forecast. A much less favourite topic than inventory optimization in discussions about supply chains, multi-echelon functionality often does not get its fair share of attention, and talks of MEIO tend to focus more on the service level benefits than on the positioning benefits of MEIO applications. This chapter will explain why multi-echelon is such an essential capability for supply chain organizations to have.
Multi-Echelon Planning
Defined “Multi-echelon inventory optimization” is the official full technical name of what I refer to as either “multi-echelon” or “multi-echelon planning,” and is often shortened to differentiate it from inventory optimization. Its full name is also quite a mouthful, so it certainly makes sense to use a shorter term. Multi-echelon planning is functionality that allows users to plan their supply network in a specific way—a way that changes the standard assumptions about the relationship between locations. Unlike earlier methods of supply planning (which assume location independence), multi echelon software thinks that the various locations in the supply network are interdependent—and it has the mathematics to treat them as such.
In multi-echelon planning, the stocking at a parent location affects the stocking decision and service level at the child location—a simple thing to say, but with huge implications. Other supply planning approaches do not work in this manner as they treat each location as independent of other locations regarding stocking decisions. However, the multi-echelon assumption is a better reflection of reality as the stocking positions of related locations in a supply network do influence each other.
A Multi-Echelon Network Explained
One of the greatest impediments to understanding the concept of multi-echelon software functionality is confusing it with the frequently used term “multi-echelon supply chains.” As we just discussed, an echelon is simply a layer of locations within a supply network. Any supply network with more than one echelon is considered multi-echelon. However, when an MRP and DRP system plan a multi-echelon supply network, does that make the software multi-echelon? Multi-echelon software refers to a specific technology while the other term—multi-echelon supply chains— merely refer to the physical setup of a supply chain. Separating these terms is not made any easier because some vendors have attempted to blur this distinction to obscure the fact that they lack multi-echelon functionality. While all supply planning applications deal with multi-echelon networks, not all supply planning applications have the ability to plan the supply network using the mathematics of multi-echelon inventory optimization. This distinction is simple, yet vital to understanding multi-echelon software functionality and to making effective software selection decisions.
Example of a Multi-Echelon Network
A multi-echelon supply network is simply a network of locations, which has multiple levels, or echelons. The simplest multi-echelon supply network is made up of two echelons. The easiest way to understand this relationship is to see it represented graphically. Both a single-echelon network and a multi-echelon network are illustrated on the next page.
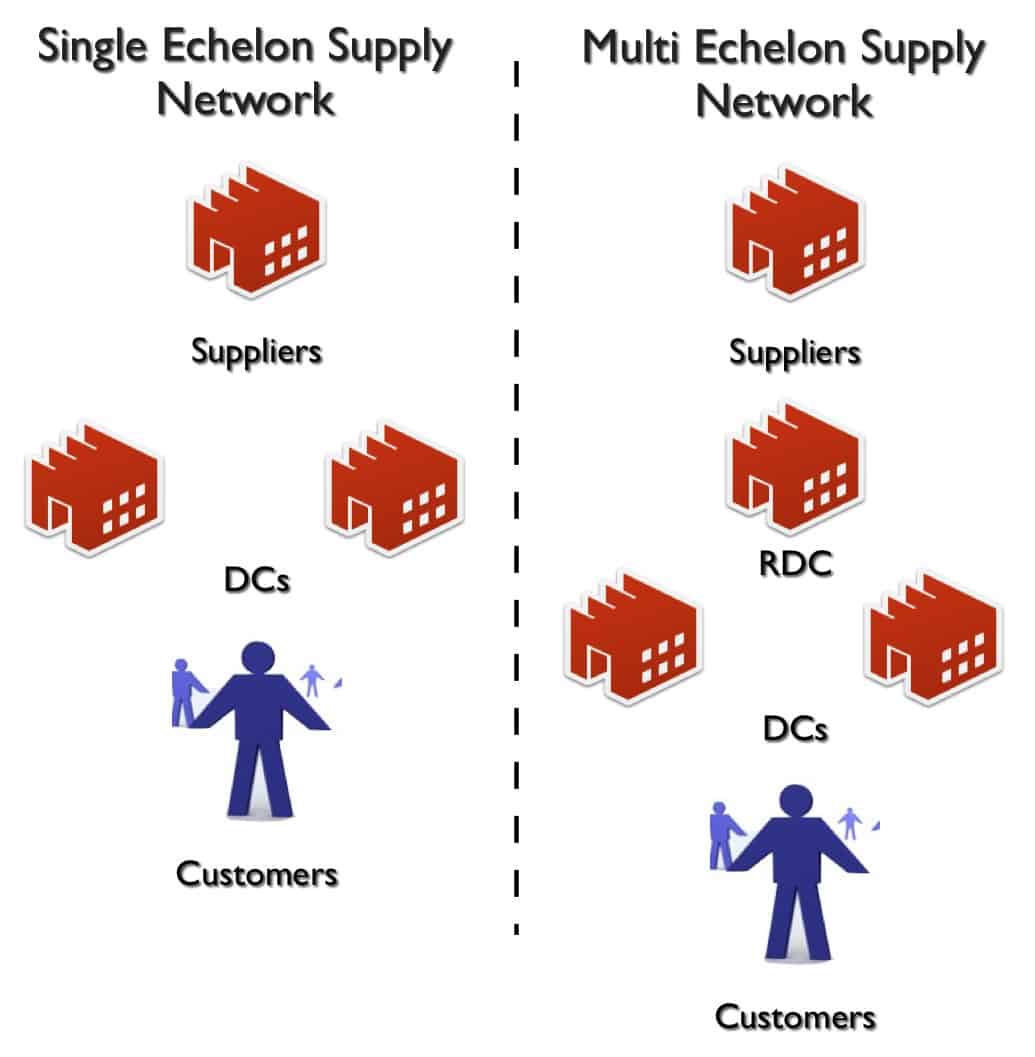
As the company on the left side only controls the stocking location and quantity for the DCs (distribution centers), and in this example, the DCs do not supply each other; the supply network is a single echelon. However, only small companies have a supply network that resembles this configuration. Most companies of any size have a regional distribution center. If the company on the left were to begin to allow inter-DC transfers, they would also have a multi-echelon network. A single-echelon supply network can quickly become multi-echelon by the simple act of accepting material from a supplier in just one location (for instance, to benefit from a volume discount) rather than taking separate shipments from the supplier to multiple facilities.
Varying Complexity of Supply Networks
While most companies have multi-echelon networks, not all supply networks are of equal complexity from the perspective of multi-echelon. The more locations, and the more echelons (regional DCs, which feed DCs, which feed-forward stocking locations, etc.), the more complex the multi-echelon problem becomes, and the more beneficial the implementation of MEIO software would be. Service parts networks are known for having a high number of echelons due partially to their need for forward stocking locations that can quickly service expensive equipment, thus minimizing equipment downtime. Service parts networks have the additional complexity of needing to move repairable items to locations in the supply network where they can be serviced. Therefore, it is not surprising that one of the early innovators in multi-echelon inventory optimization was MCA Solutions, a vendor that focused on the service parts market. Furthermore, the earliest papers on multi-echelon and inventory optimization were directed toward optimizing service parts networks, not finished goods networks.
MEIO’s Value Adds to the Planning Process
Lack of understanding of how multi-echelon inventory optimization adds value to the planning process is an impediment to understanding the technology itself. For this, I turn to Dr. Calvin Lee, an expert in multi-echelon, who has this to say on the topic of multi-echelon complexity:
Managing inventory in a multi-echelon network versus in a single echelon network presents major pitfalls. One is the failure to achieve true network inventory optimization because replenishment strategies are applied to one echelon without regard to its impact on the other echelons. A network view of inventory usage up and down the demand chain is absent when you are only dealing with a single echelon of locations. The complexities of managing inventory increase significantly for a multi-echelon distribution network with multiple tiers of locations (i.e., a network comprising a central warehouse and downstream customer-facing locations). All locations are under the internal control of a single enterprise.
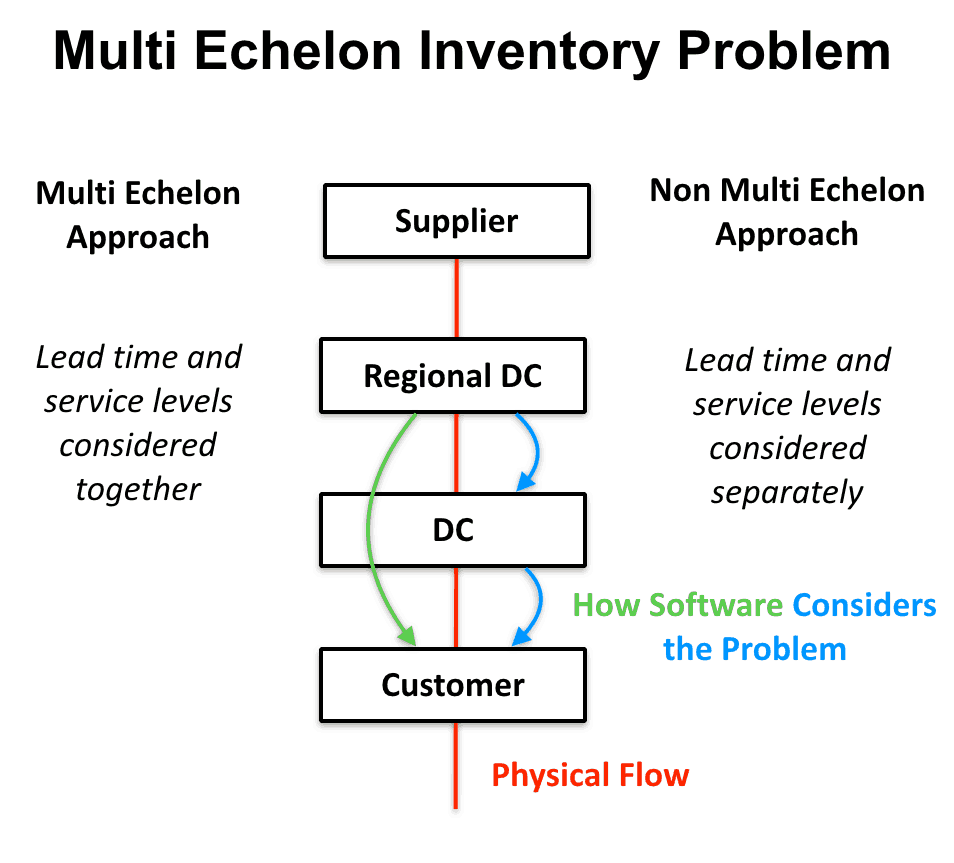
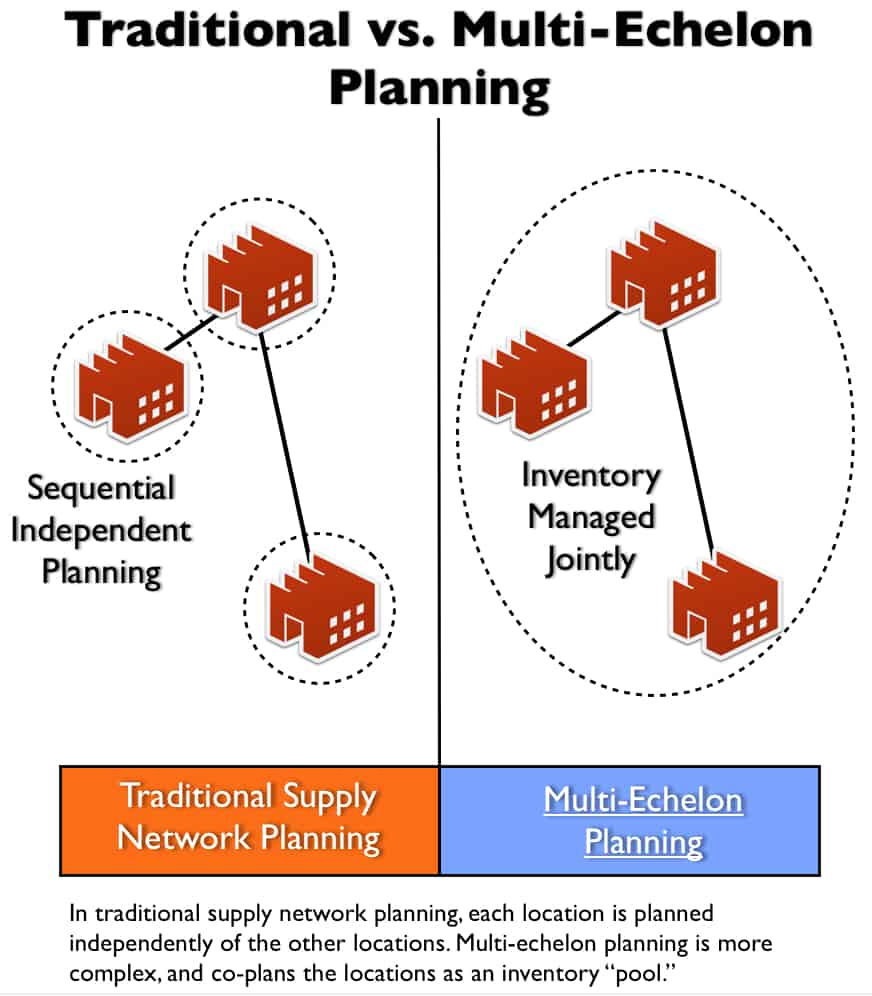
One of the essential points made by Dr. Lee is the very common failure to achieve true network inventory optimization because replenishment strategies are applied to one echelon without regard to its impact on the other echelons. This is referred to as “independent” or “sequential location” planning and is described in the graphic below.
The Tests for True Multi Echelon Optimization
Dr. Lee laid out the following criteria for whether a software application is MEIO in his well-known MEIO white paper, “Multi-Echelon Inventory Optimization,” which I still consider the best white paper written on MEIO. I have paraphrased his bullets below (and changed some of the descriptions slightly). I have also provided my commentary (which is parenthetically next to each bullet point). I do not agree with Dr. Lee on each point; however, in explaining what Dr. Lee laid out, and in some cases offering an opposing viewpoint, I hope to provide you with a thorough understanding of each of the criteria to help you make up your mind.
I have paraphrased his bullets (and changed some of the descriptions slightly) below and have provided my commentary, I don’t always agree with Dr. Lee on each point, however, in explaining why readers can get an even better understanding of each of the criteria and make up their mind:
Rule #1: Forecast only at the DCs
Avoid multiple independent forecast updates in each echelon by allowing the primary demand signal at the DCs to drive the forecasts in all echelons.
Rule #2: Effective Lead Time
Must have the ability to compare the stocking position at different locations by calculating effective lead times. (to find out more about this capability, see this article).
Rule #3: Account For All Lead Time Variations
I would classify this as a nice to have. Some vendors like MCA Solutions and ToolsGroup can do it. However, software that cannot do this can still be multi-echelon, and still add significant value to the supply plan.
Rule #4: Monitor and Manage the Bullwhip Effect
The Bullwhip Effect is the well-known problem of over-response because locations are planned independently of one another (locations are planned independently between organizations as well, and the Bullwhip Effect exists inside and outside of supply chain organizations). Dr. Lee lists this as a separate item from point 2. However, I would argue point 2. Takes care of this.
Rule #5: Enable Visibility Up and Down the Supply Chain
All supply planning software should do this, but it is not distinctly a multi echelon criterion. Visibility could be provided solely by an excellent interface. The best visibility enabled to view in a supply planning engine I have seen in ToolsGroup SO99, which perhaps not coincidentally is a multi echelon application.
Rule #6: Synchronize Order Strategies
“Synchronizing the order cycles at the DCs with RDC (regional distribution center) operations reduced lead-times and lead-time variations between RDC and DCs.” (A multi-echelon approach makes this possible because the enterprise controls how and when a product enters and leaves the RDC. This is a nuanced criterion in that it is also rarely discussed. The concept of managing ordering such that it is coordinated between locations is a great leap conceptually for most supply chain practitioners.)
Rule #7: Offer Differentiated Service Levels
“The RDC can provide different service levels (for the same product) to different DCs. A multi-echelon approach makes this possible because the enterprise controls how and when a product leaves the DC.” (Here, Dr. Lee is speaking of different service levels per location rather than different service levels per customer. Differentiated service levels per customer would fall into the category of inventory optimization.)
Rule #8: Correctly Model the Interactive Effects of Alternative Replenishment Strategies of One Echelon or Another
I place this in the category of simulation and agree that multi echelon software should have the ability to perform simulation efficiently. Luckily most MEIO software does.
Evaluating the Relative Importance of the Criteria
Different people will read this list of criteria and come to their conclusions as to the essential features of multi-echelon planning. Still, I consider the second point to be the most important. While at one time, the ability to plan locations at different service levels was state-of-the-art, some MEIO software has moved even beyond that to other approaches and service level aggregation above the product location. This enables them to plan at the customer or contract (a contract is a special MEIO capability for service parts planning that supports a large piece of equipment such as an airplane or earth-moving construction equipment; the equipment is the “contract”).
The criterion of not forecasting at internal supply network locations is very important. It dovetails with the concept of managing all the inventory-carrying locations as an “inventory pool” and is quite different from the present way of thinking about this topic. Forecasting only at forward locations also has the added benefit of reducing the forecast error. It is also the most accurate way of representing the demand for MEIO software. Most supply chain organizations create forecasts, which are allocated to the initial point of demand. Distribution centers that sell to a customer have the sales orders allocated against the location that fulfills the customer demand. That part is simple; however, the interesting question is whether the regional distribution centers (RDCs) should also have a forecast. The answer is that they do not need one as they derive their demand from the forecast at the DCs. In practice, some companies still create RDC forecasts, but with multi-echelon software, it is unnecessary to generate any forecast except the forecast at the DC. This is required to allow multi-echelon planning to perform all of its functions correctly.
Commentary on Dr. Lee’s Tests
Of the test criteria above, I consider the ability to calculate effective lead times and manage the entire supply network as a single virtual location to be the most critical test of whether software contains multi echelon functionality. If the software does not include this functionality, it is not multi echelon at all. However, as Dr. Lee’s tests show above, there is a continuum by which software can be graded regarding its degree of multi echelon capability. This list is extremely useful to use when evaluating different MEIO vendors.
The Drivers for New and Moved Stock
The Manhattan Associates white paper sets up the following drivers in its example of what determines the decision of being in new stock at a product location.
- Demand
- Demand Variation
- Replenishment Frequency
- Order Supply Strategy
- Service Level Goals
- Inventory Position
Next, the Manhattan white paper compares a non-multi echelon decision, with a multi echelon decision, and notes that the multi echelon decision is much more complicated.
“In this single-echelon situation, the lead times are between the DC and its external supplier. The enterprise’s order supply strategies depend on its internal cost factors—such as those associated with handling and carrying inventory—and the external supplier’s ordering constraints and bracket discounts. For this reason, the replenishment quantities depend on a combination of internal and external factors. Now consider the same product in a multi echelon network that includes an RDC between the suppliers and the DCs. The same inventory drivers described in the preceding section apply for the SKU at the RDC location. However, some significant issues emerge: What is the proper measure of demand to the RDC, and how should this demand be forecasted?
- How do you measure the demand variation into the RDC?
- How does the trend toward larger orders from the RDC to the supplier affect the order supply strategy for the RDC SKU?
- What is the optimal service level goal between the RDC and its “customers,” which are the DCs?
- How do you factor the individual DCs’ inventory positions into the RDC replenishment decisions?” – Manhattan and Associates
Questions that Non Multi Echelon Software Cannot Ask
These are some questions that non-multi echelon software cannot even ask because it does not set up the problem in the same way. Instead, each location is treated as an island, as if its decisions do not impact the stocking decisions of the other locations that either relies on it or on which it relies. This independent location assumption is an oversimplification and false assumption which is baked into all MRP / DRP and APS software. However, after working in supply chain planning systems for over a decade, I never really understood that it was a false assumption until I began to understand the assumptions inherent to multi echelon software. In multi echelon software, the locations affect one another. A child location does not have to stock as much if a parent location is stocked sufficiently. This is only one of the decisions that multi echelon software can help a company understand.
Aside from gaining a fuller understanding of the multi echelon problem, this paper also focused our attention on the relationship between the RC and the DC.
Dr. Calvin Lee’s Observation on Managing Inventory
In Dr. Calvin Lee’s paper Multi Echelon Inventory Optimization he points out that managing inventory in a multi echelon network vs. a single-echelon network presents major pitfalls. One is the failure to achieve real network inventory optimization because replenishment strategies are applied to one echelon without regard to its impact on the other echelons. This is referred to as independent or sequential location planning and is described in the graphic below.
 A network view of inventory usage up and down the demand chain is absent when you are only dealing with a single echelon of locations. Another pitfall is to base upper-echelon replenishment decisions on inaccurate demand forecasts. These traps can create substantial negative consequences, according to Dr. Lee.
A network view of inventory usage up and down the demand chain is absent when you are only dealing with a single echelon of locations. Another pitfall is to base upper-echelon replenishment decisions on inaccurate demand forecasts. These traps can create substantial negative consequences, according to Dr. Lee.
The Problem Being Solved
Thus if the software is not doing this while it may face a multi echelon problem, it is not solving it with multi echelon capability. Instead, they are solving the multi echelon problem sequentially, solving the problem at one level in the network, then moving on to determine inventory levels at the next level. The levels in the supply network are treated as islands from one another.
The vast majority of planning software is addressing the different levels, or echelons, in the supply network as independent islands from one another. However, this is not, in fact, representative of the reality of supply chains, and in this way, software that models in this way is not realistic. Instead, the locations should be managed as an integrated whole. Software that works in the old non-multi echelon way is so common, and the author has worked in software that works in this limited way for so long, that he did not see the missing component regarding multi echelon capability until exposed to this software.
RDC to DC Lead Times
One of the giveaways, whether the software is multi echelon is how it treats the lead times. That is, the lead times between the DC and RDC need to change depending upon the stocking quantity, or the service level, at the RDC. Software that is not genuinely multi echelon keeps the same static lead time no matter what the inventory held at the RDC.
 The Natural Inclination to Position Inventory Close to the Customer
The Natural Inclination to Position Inventory Close to the Customer
One reason why this is important is that without adjusting this lead time, the RDC and DC are not pooling inventory and auto-adjusting for each other’s inventory positions. Furthermore, this creates a natural inclination to position inventory “closer to the customer,” or at the DC. Thus too much inventory ends up too far forward, requiring more costly intra-echelon stock transfers to meet the demand.
This is the problem in many service supply chains such as automotive (and why many dealerships attempt to deal with it with a weekly milk-run between a group of dealers). It is a problem of particular concern for service supply chains, which need to make sure they keep expensive and or less frequently repaired items at the RDC. However, it is also a problem for finished goods supply chains. There is no supply chain that employs an intermediate storage facility (i.e., RDC) that cannot benefit from multi echelon capability.
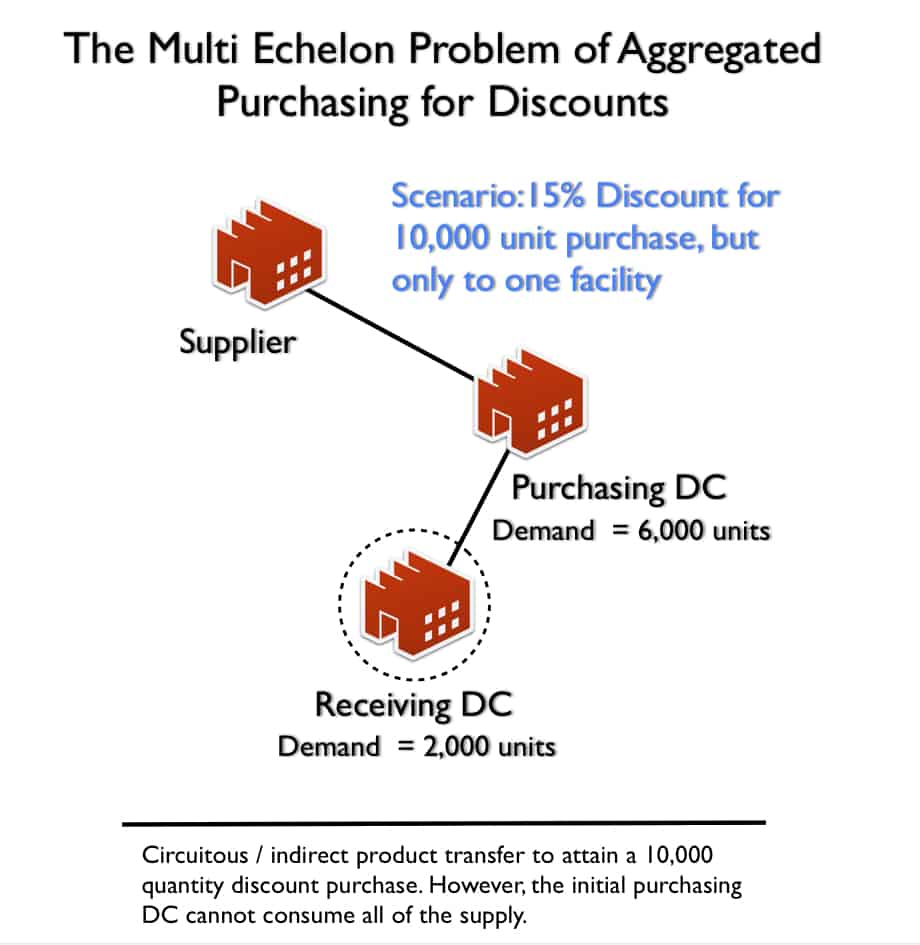
Grouped Purchasing Also Poses a Multi echelon Problem
Companies can still have multi echelon problems, even if there are no regional DCs. This is because of pooled purchasing, which is performed to meet a quantity discount.

A New Approach to Supply Planning
Multi-echelon breaks with the old approach of treating locations in the supply network as independent from one another and plans the network as a pool of inventory, which has the added benefit of relocating the best possible quantity of inventory to the appropriate location. This topic is covered in detail in this article.
If successful, it would mean that setting a service level at a product location would not be necessary. Applying software with multi echelon capability, in concept, allows the software to decide the appropriate service level at a location as well as the stocking level based upon service levels set in the customer contract. Virtually all supply chain planning methods cannot directly connect the client service level to supply chain operations. To do this, the software must be both capable of inventory optimization and multi echelon planning. It requires both areas of functionality to make the appropriate determination.
Multi Echelon Planning and The Inventory Manager
One needs to consider how multi echelon technology improves the abilities of the inventory manager and to supply planning. The job of the inventory manager is so much simpler than the job of the inventory manager in companies that do not use multi echelon software.
No human can perform the calculations that multi echelon technology can perform. This means that before the inventory manager even begins their job, the inventory manager has all of the dependent stocking positions calculated for them. This is a tremendous time saving. Under non multi echelon planning systems, there is zero dependency calculation. Therefore under these conditions, the inventory manager must derive and stock far more locations. With multi echelon planning, the right places to set as stocking locations are determined. This is because effective lead time is calculated by multi echelon planning software. Under the standard approach, the inventory manager has to spend so much time evaluating alternative sources of supply and performing a stock transfer when the inventory manager could be spending there time in far more effective ways.
Conclusion
To understand what multi echelon software is doing, it is essential to understand what constitutes a multi echelon supply chain, and secondly how multi echelon’s capabilities change how supply planning can be performed to result in better plans. Multi echelon planning greatly reduces the effort that is placed on the human resources in supply planning like the inventory manager. Multi echelon actually changes the role description of the inventory manager to make the job far more strategic in nature. At so many companies, the role of the inventory manager is execution focused rather than truly planning in orientation.
Much less emphasis is placed on multi-echelon planning functionality than inventory optimization functionality, even though both work in conjunction with MEIO software. It is not accurate to consider one to be more important than the other. Many people think that multi-echelon planning describes the act of planning a multi-levelled supply network when, in fact, it is a distinct mathematical functionality that only MEIO applications have. Multi-echelon planning is not easy for even experienced supply chain professionals to understand, and a major reason for this is that it works fundamentally differently from MRP/DRP and APS systems. These systems, which assume static (transportation mode independent) lead-times, are currently the most widely installed and their assumptions are quite naturally the accepted ones for those who work in the field. With the term “multi-echelon,” my observation is that we have yet to get past the buzzword phase into a real understanding of what multi-echelon means, at least for the majority of supply chain professionals exposed to the concept. Furthermore, the promotional activities of several vendors have commingled multi-echelon planning with the physical multi-echelon supply network, when in fact, the two terms describe two different things and, as a result, have set back attempts to educate people as to the proper meaning of the word.
The Opportunity for Service Supply Chains
Multi-echelon planning software provides an excellent opportunity for service supply chains that need to ensure they keep expensive and less frequently repaired items at the RDC. However, all but the most straightforward supply chains benefit from multi-echelon functionality. Effective lead-times are the central concept in multi-echelon planning. While lead-times for the same mode between locations do not change in the short-term (in the long-term, the supply network can be reconfigured), effective lead-times are changing continuously depending on the circumstance of the demand and the stocking positions of the related locations. The effective lead-times must continually change in the application’s calculations for software to be functional for multi-echelon planning. This, combined with inventory optimization functionality, is what allows the software to properly position inventory in the right location and in the right quantity based on demand, current stocking position, and service levels.
When MEIO Calculates a Lower Stock Level
It is important that everyone involved in a MEIO implementation or trained in MEIO software understands effective lead-time and its implications for planning. I have seen cases where the implementing company did not do nearly enough to explain MEIO and the planners interpreted the implemented system as carrying insufficient levels of inventory. The directors at this company asked the planners to keep their old pre-MEIO days’ supply targets unchanged. Therefore, the effect of the MEIO implementation at this company was minimal. What was not understood is that MEIO will calculate a lower stocking level because MEIO systems can see the interactions between the locations in a way that non-MEIO systems cannot. If planners are using an older concept based upon less sophisticated mathematics as a reference point for how inventory should be calculated, they are less likely to accept the results of the MEIO system and will tend to override it, thus undermining the benefits of the system. If this happens, not only should the planners be blamed (which is a common area to be called out) but also the implementation, which did not accomplish its objective to educate both the planners and the supply chain planning, decision-makers. If a superior technology is given to people and they are appropriately educated as to how it works, and if it improves their condition, they will naturally gravitate toward using it. However, if they don’t understand it, and don’t know why the results it generates are different from what they are used to, they have every reason to reject it.
How Multi Echelon Mathematics Break the Traditional Assumptions of Supply Planning
For those who are being exposed to this topic for the first time, it may take several readings and several weeks to understand all the implications of multi-echelon, because of multi-echelon mathematics break with the previous assumptions held by most supply chain professionals. But “getting” something the first time should not necessarily be a goal of understanding complex subject matter. Complex subjects often require multiple exposures. Once understood, the multi-echelon method of inventory positioning in the supply network cannot help but be seen as significantly superior to the old ways of determining the best place for the stock to be positioned. Although often ignored or trivialized, multi-echelon planning is truly an equal partner to inventory optimization in MEIO.