Why Target Stock Level Not Safety Inventory is the Right Focus of Supply Planning
Executive Summary
- Safety stock is set in practice far differently than how it is explained in books.
- To understand safety stock, it is helpful to consider the target stock level.
- Safety stock, target stock level is connected to inventory optimization and multi echelon.

Video Introduction: Why Target Stock Level Not Safety Inventory is the Right Focus
Text Introduction (Skip if You Watched the Video)
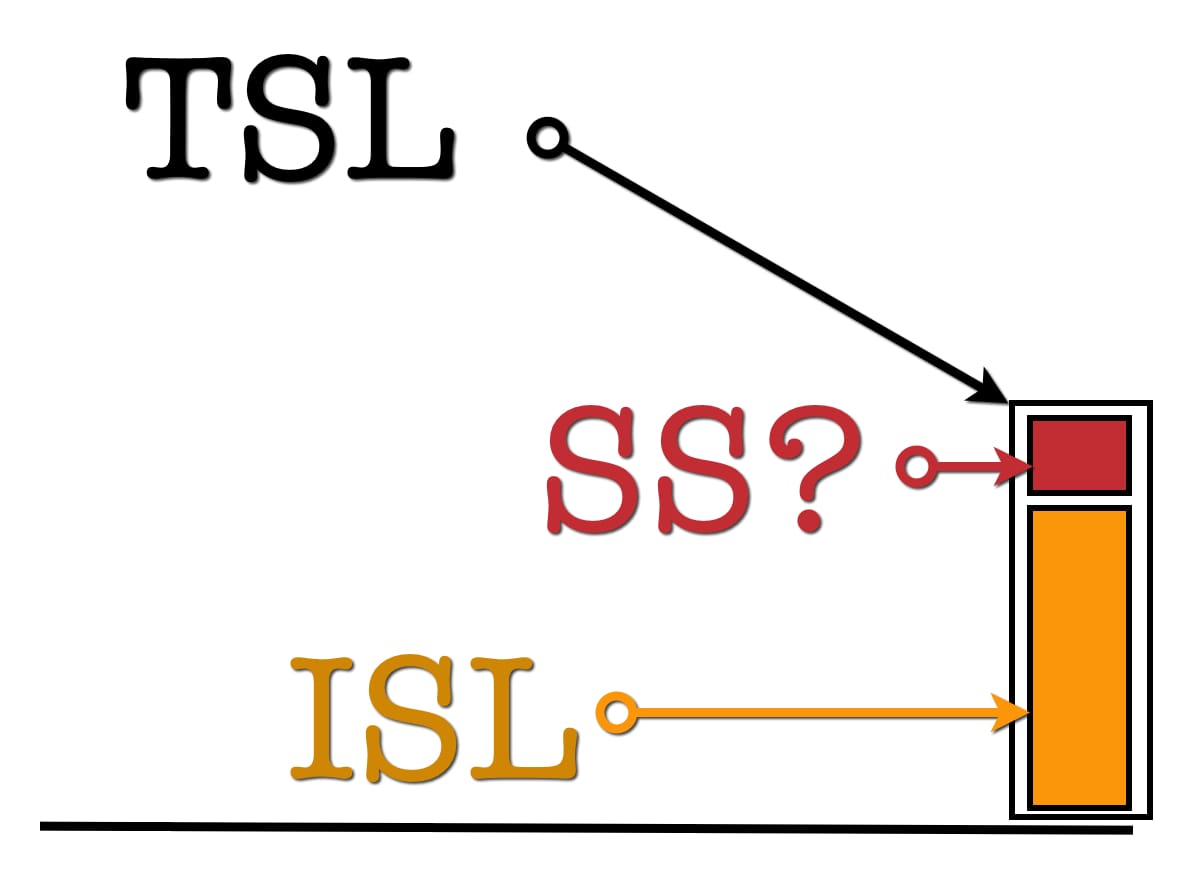
Safety inventory or safety stock is widely misunderstood and with many problems in setting the value logically. Safety stock often becomes a point of overemphasis in companies for reasons that we cannot explain. A useful concept developed by the field of inventory optimization called target stocking level has been frequently used in the field. Safety stock is best understood as a component of the target stocking level that is designed to account for variability. You will learn about the target stock level, the initial stocking level, and the safety stock level.
Our References for This Article
If you want to see our references for this article and related Brightwork articles, see this link.
Safety Stock = Initial Stocking Level + Supply Variability + Demand Variability
How Safety Inventory is Often Set In Practice
Safety inventory can be calculated with a safety inventory formula, which adjusts with changes in the variability of supply and demand, which is called dynamic safety stock. It can also be set manually. Also, safety stock can be calculated inside of the ERP or planning system, or externally and imported (hard-coded) into the system.
Most companies do not have dynamic safety inventory enabled, and safety stock is usually updated manually with a variety of calculation techniques.
The result of this is that most companies are not taking advantage of their system’s ability (regardless of the supply planning method employed or the particular vendor) to auto-adjust safety stock. This places an extra load on the supply planning organization because it is another parameter that must be actively managed.
Accounting for Variability in Non Inventory Optimization Supply Planning Applications
Unknown to a large contingent of companies that are running the older supply planning methods (MRP/DRP, Heuristic, Cost Optimization, and Allocation), safety inventory is the only factor that accounts for variability in the supply chain from the inventory perspective. It is also the only place where service level is accounted for, for three of the four methods of supply planning listed above. (MRP/DRP, Heuristic, and Allocation). Cost optimization can account for service goals, but only in an indirect manner. A cost optimizer, by comparison, has only the ability to set the service component based upon penalty costs. This is a much more blunt instrument for connecting the service level to the language that the optimizer understands. This is because the penalty cost only has to mean to the cost optimizer about other costs that are included in the system.
The Problem with Cost Optimization
This is a major weakness of cost optimization systems. The best way for a company to proceed in determining if cost optimization is the best choice for them is to first internally agree on all the costs that will drive the optimizer. If they cannot internally drive to this agreement, then cost optimization is not a good choice for them, even if their primary supply chain objective is to minimize costs. This addresses an issue that is often missed. A method selected must not only be the right fit for the business requirements but must also fit with the company’s ability to implemented the chosen method.
Inventory Optimization
Inventory optimization and multi-echelon (MEIO) have a superior approach to setting the target stock level, which is still not widely understood.
MEIO applications can at an excellent level of detail set the target stock level based upon service levels that are applied at either the most disaggregated (product location) or higher levels of aggregation, depending of course on the particular vendor selected. However, in the time since inventory optimization has been used, it has had a relatively small effect on supply planning. One of the issues with inventory optimization is that sales do not have any idea what service levels should be, and can provide no quantitative support for why they select one service level or another.
Therefore, the service levels placed in, and which drive inventory optimization systems are arbitrary — a fact that we have only seen explained on this website.
Target Stock Level and Safety Stock in MEIO Applications
MEIO systems also have and calculate safety stock. However, they can set the target stock level or TSL at the most accurate and sophisticated way that is currently available in the software. This class of application uses the service level to set both the safety stock and the target stock level.
The way inventory optimization calculates safety stock is, in most cases, identical to the safety stock functionality with heuristic or cost-based optimization supply planning application calculates safety stock. The main functionality in inventory optimization goes towards the calculation of the initial stocking level or target stock level.
Understanding the Distinction between Target Stock Level and Safety Stock
When I have the conversation regarding MEIO and its relationship to safety inventory, the person I am speaking with will sometimes propose that he or she agrees with me in principle, but then will add,
However, inventory optimization does improve safety stock.
To correlate the two is to miss the point of inventory optimization. Inventory optimization is bigger than the safety stock.
- Dynamic safety stock is a simple calculation that is performed at a product-location combination. At the same time, inventory optimization is a set of mathematics that encompasses the entire supply network and meets service level targets by distributing inventory to every product location optimally.
- It’s the difference between a formula that can be calculated in a single cell of a spreadsheet (safety stock) and a set of mathematics so complex that few people understand what it does. That’s why it is incorrect to say that inventory optimization is focused on safety stock.
While safety stock does not need to be optimized, it should always be dynamic—that is, it should flex with the variability in supply and demand. Therefore, inventory optimization and safety stock are independent of one another. A company can implement dynamic safety stock without implementing inventory optimization and vice versa.
Conclusion
- Safety inventory is critical, but it should never be the primary focus within the supply planning organization.
- It should be auto-calculated and left to the system to control. If it isn’t, and if the supply planning organization is spending much time discussing its safety stock, then it is wasting time because the formula for dynamic safety stock is correct and extensively tested.
What is to be questioned is the quality of the lead time variability or demand variability, which the dynamic safety stock formula uses to calculate safety inventory. These are questions related to improving the inputs to the formula, which is a different topic. Instead, target stock levels at a product location should be the focus.
MEIO applications allow direct control over the TSL because the objective function of the optimizer is to minimize inventory vs. service level or to maximize service level based upon inventory.