
How to Use Reorder Point Planning in SAP ERP and SAP APO
Executive Summary
- Reorder points are important planning methods that are generally underutilized.
- This article covers how to use reorder points in both SAP ERP and APO.
Notice of Lack of Financial Bias: We have no financial ties to SAP or any other entity mentioned in this article.
- This is published by a research entity, not some lowbrow entity that is part of the SAP ecosystem.
- Second, no one paid for this article to be written, and it is not pretending to inform you while being rigged to sell you software or consulting services. Unlike nearly every other article you will find from Google on this topic, it has had no input from any company's marketing or sales department. As you are reading this article, consider how rare this is. The vast majority of information on the Internet on SAP is provided by SAP, which is filled with false claims and sleazy consulting companies and SAP consultants who will tell any lie for personal benefit. Furthermore, SAP pays off all IT analysts -- who have the same concern for accuracy as SAP. Not one of these entities will disclose their pro-SAP financial bias to their readers.
What Are Reorder Points?
A reorder point or re-order level is merely a quantity of stock at which a reorder or order is created. In reorder point or re-order level planning, orders are not triggered by a specific requirement (such as a forecast or dependent requirement). They are triggered by hitting a minimum stock level or reorder point. Production orders, purchase orders, and stock transfer orders are generated based on the relationship between the stocking and reorder points.
What is the Reputation of Reorder Points?
Reorder point or re-order level planning is frequently underestimated and considered primitive by many, if not most, authors in inventory management. In fact, it is common to come across the term KANBAN when describing reorder point planning. KANBAN is a card-based scheduling system used within one facility to control replenishment popularized by Toyota and other Japanese manufacturers. For reasons that seem to be based upon each term’s association, KANBAN is often considered desirable, while the reorder point is generally not.
Are All Reorder Points and Reorder Level Methods that are Used in Reorder Point Planning That Simple?
Actually no.
- How the reorder point is set can be quite sophisticated.
- Many vendors tend to offer simple methods of performing reorder point planning in their applications.
- For instance, reorder points in SAP APO versus SAP ERP are both relatively straightforward. Although there are quite a few alternatives regarding how to reorder points are set.
Reorder Level Formula
A reorder level formula is merely another name for a reorder point formula. A reorder level formula or reorder point formula gets you to the same place, and its complexity can be placed on a continuum.
SAP has the following quotation on the reorder level/reorder point:
“The reorder level (also known as the reorder point) is made up of the sum of the safety stock plus the expected average material consumption within the replenishment lead time. Therefore, when determining the reorder level, you must take safety stock, previous consumption values or future requirements and the replenishment lead time into account.” – SAP Help
So in a formula format, that would be the following:
Sum (Safety Stock + Expected Average Consumption for the Replenishment Lead Time)
Therefore the reorder level or reorder point is essentially order demand over lead time + the safety stock, which is the upper level of demand based upon the variability in supply and demand (depending on how the company calculates safety stock takes into account).
How is Reorder Point Planning Different from Forecast Based Planning?
Forecast planning feeds a forecast from demand planning to supply planning, and a supply planning procedure or method (i.e., heuristics, optimization) is then run on these requirements. Reorder point planning uses no forecast and reorders in the lot size when the planned stock level drops below the reorder point. Some people will talk about using a forecast with a reorder point, but this is not correct.
There is a rule that I have developed to help companies determine when one approach is preferable over another, and it is described in this article. I also explain reorder point planning conceptually in this article.
The History of Reorder Points
For many years companies used reorder point planning in SAP ERP before some companies decided to move to APO for their planning. Reorder point planning is still quite popular with some enterprises, as I describe in the book “Supply Planning with MRP, DRP, and APS Software.” From the research performed for the book, I concluded that reorder point planning has been unfairly maligned primarily by software vendors and consultants, and even some authors.
Many arguments against reorder point planning don’t hold up under scrutiny when considering products with certain demand history characteristics (I provide this examination to particular anti-reorder point planning quotations taken from other books).
- Reorder points have their place.
- Many of the critics of reorder point planning have unfounded reasons for resisting them.
- Paradoxically this has aligned me with proponents of Lean. Lean is the philosophy of reducing inventory without using inventory formulas to set the inventory value. As I favor using math to set inventory, this alignment is not something I never thought would happen.
The Right Approach to Reorder Points
The best approach I have seen is to blend reorder point planning for some products with procedural methods for other products. Brightwork’s position is that none of the inventory parameters should be calculated independently for one product location combination in isolation from the rest of the product location database. Therefore, we don’t endorse the standard calculations for any parameters unless that interdependency is modeled. This sounds complex, but it isn’t. See the end of this article for more details.
Reorder Point Planning in SAP APO
The options for reorder point planning in APO are the following. They are evenly divided between those methods derived from values in the Product Location Master to those that are dynamically calculated with time-dependent maintenance in the planning book.
In fact, there are only three “real” reorder point methods that are provided, but there are two versions of these three. The first three are based on hard-coded values into the Product Location Master (one set in a quantity and the second set in days). The second three are dynamically calculated instead of hard-coded into the Product Location Master.
From Product Location Master
- Reorder stock from the Product Location Master: The simplest approach. When reorder points are externally determined, this is where the reorder point is inserted.
- Reorder supply from Product Location Master: Points to the Reorder Days Supply field. The Reorder Days Supply allows you to define in days how much your reorder point will be. This seems to overlap with the periodic days of supply, as the setting for reorder points to a field that is stated as a period.
- Maximum MB and MR from Product Location Master: Takes the higher of either the hard-coded reorder point and the reorder days supply. It is the maximum of the two methods described above.
Derived in Time-Dependent Maintenance
- Reorder point (time-dependent maintenance): Same as method 1, except the reorder point is dynamic and not hard-coded.
- Reporting Days of Supply (time-dependent maintenance): Same as method 2, except the reorder point, is dynamic and not hard-coded.
- Maximum MB and MR (time-dependent maintenance): Same as method 3, except the reorder point, is dynamic and not hard-coded.
The Reorder Point Design Between SNP and PP/DS
Reorder points have an interesting design in APO. Although reorder points are considered a setting controlled by supply planning, SAP has several PP/DS functions, which pull off the reorder point. Therefore, PP/DS can, in effect, be set in control of the reorder point. Few PP/DS projects will ever get to the point of usability where this is an issue, so this is more of an FYI on hypothetical functionality.
Reasons for Specifying Reorder Points in APO with SNP
- The SNP heuristic will take into account reorder points 1 or 3.
- The SNP optimizer does not recognize any reorder point.
- CTM does not recognize any reorder point. (Therefore, all reorder point planned locations can be left out of the CTM Profile as well as the SNP Optimizer Profile.)
Reasons for Specifying Reorder Points in APO with PP/DS
- The desire to use reorder point method 1.
- To plan using the standard SAP_PP_002 in PP/DS planning of standard lot sizes.
- To plan using SAP_PP_007, the heuristic for reorder point planning.
Periodic Order Quantity
Reorder points are used as a catchall term to encompass both reorder set in quantities and days. That is both EOQ and POQ.
- EOQ = Economic Order Quantity
- POQ = Periodic Order Quantity
So far, I have only described the EOQ functionality in APO. However, APO has the second reorder point as well. APO’s POQ functionality is just limited to two settings that are connected. This is the following two fields:
- Period Type: (Hour, Day, Week, Month, Quarter, Planning Calendar, and even BAdI – which means a custom definition)
- The Number of Periods: Which are, of course, defined in the field above.
Therefore a set of “Day” for Period Type and “4” for the Number of Periods would tell the system to reorder a quantity that would provide four days of supply.
Actual Stock Versus Planned Stock for Reorder Points
SAP ERP has an easy way of dealing with the reorder point. In ERP, the reorder points are triggered by actual stock levels or physical stock levels. However, SAP adjusted this logic for APO, and the APO logic for reorder points calculates the reorder points based on planned stock or the “projected stock on hand.”
This is not desirable for all companies and is particularly problematic for businesses used to SAP ERP and comfortable with its reorder point calculation. They prefer not to adjust their usage when they implement APO. SAP ERP does integrate with the SAP APO availability checking module, or GATP (Global Available to Promise), which can be configured to have an order promise horizon based on projected stock on hand.
If a reorder point is not based on projected stock on hand, then GATP’s order promise horizon would be much shorter for reorder point planned products than those that use a supply planning procedure. Therefore, for companies that want to alter APO’s reorder points to match SAP ERP’s calculation method, they must be aware of this important implication. I address this in the following section.
Making Adjustments in APO for Reorder Points
However, adjustments can be made to APO that can allow it to calculate the same way that ERP calculates the reorder point in this regard. This is described in a message exchange at SNC.SAP.COM.
If you want a pure reorder point scenario based on the current stock, I’d suppose that you’d want to create a new data view and modify the demand macro so that it doesn’t generate any future requirements (total demand will be essentially zero).
However, this is for the three time-dependent maintenance (4,5,6) methods above calculated by a macro in the planning book. This macro can be adjusted to remove the consideration of project stock on hand. Methods (1,2,3) cannot be modified to work this way as easily and without enhancement.
The Implications of Changing the Reorder Point Calculation Basis in SNP for GATP
While the APO macro, which is used to calculate the reorder point, can be adjusted as described above, there is an important implication for those that also use GATP. If the future basis for the reorder points is disabled, there will be no planned reorder points in the future, and therefore no planned stock on hand on which to confirm back to GATP. Under a mixed planning approach, a procedure such as CTM is used from some product locations, and reorder points are used for others.
This is logically determined by which products are forecastable and not, as described in this article.
This means that for the supply planning horizon, the CTM planned product locations will have planned stock on hand to be checked against GATP, but reorder point planned products will not.
This is, of course, an inconsistency and is one very likely reason the reorder points in APO have a different calculation basis than do reorder points in SAP ERP.
Reorder point planning controls are found on the Product Location Master in SAP APO.
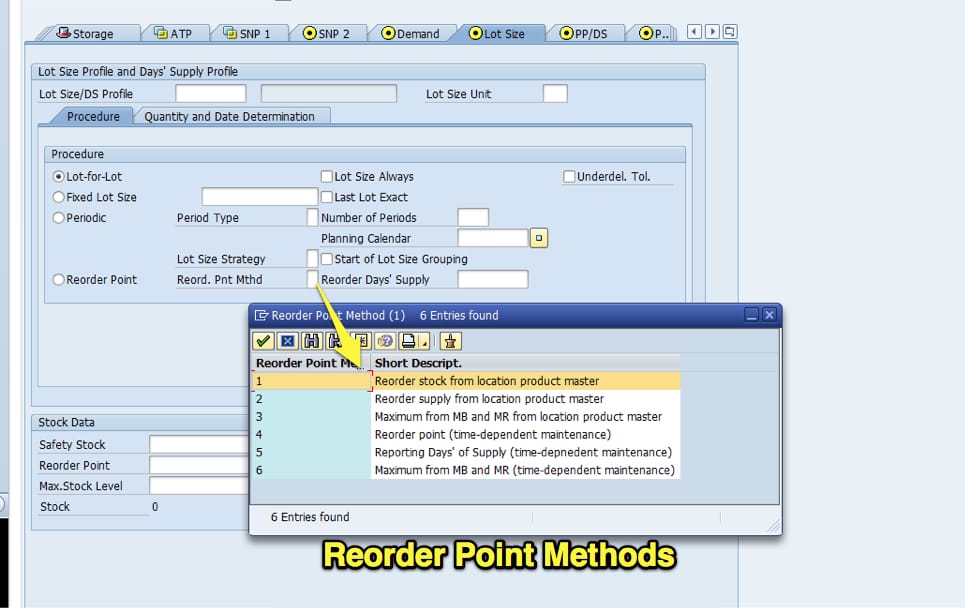
Here are the available reorder point methods in SAP APO.
SAP has the following quotations on reorder points:
“The system then calculates the net requirements. The system compares the available stock at plant level (including safety stock) plus the firmed receipts that have already been planned (purchase orders, production orders, firmed purchase requisitions and so on) with the reorder point. If the sum of the stock plus receipts is less than the reorder point, a material shortage exists.” – SAP Help
This makes it sound as if the reorder point in SAP ERP does forward calculate, but an important question is how long.
“The reorder level (also known as the reorder point) is made up of the sum of the safety stock plus the expected average material consumption within the replenishment lead time.(emphasis added) Therefore, when determining the reorder level, you must take safety stock, previous consumption values or future requirements and the replenishment lead time (emphasis added) into account.” – SAP Help
Three Options for Reorder Point Setting
SAP states that the reorder point can be determined by SAP or manually by the planner. However, these are not the only alternatives. A common third option is to calculate the reorder point in an external program and then populate the field (in either SAP APO or SAP ERP).
Improved Usable Sophistication
The complexity that can be used to create reorder points is greatly underestimated. This is described in this article.
An external reorder point program provides many advantages, including many of the following:
- Unlimited flexibility in how to determine reorder points.
- The ability to leverage academic literature for the reorder point logic.
- The ability to select one’s development environment. Most development environments are far superior to ABAP. This is a reason not to place this program into SAP in a ZTable. Clients often don’t know and are not informed that a ZTable is not connected to any SAP logic, but it limits the options and increases custom development expense. With other development languages, the application can be web-enabled, making it easier for users or planners to interoperate with it.)
- The ability to view and compare reorder points across product categories and locations.
- Enhanced master data maintenance capabilities.
- Easy and simple integration to SAP to populate the fields.
- The fact that these fields in SAP are stable and not likely to change in future releases.
- SAP itself follows this correct parameter management approach when integrating inventory optimization and multi-echelon planning Vendor SmartOps.
Manual or Externally Calculated Reorder Point Planning in SAP ERP
Once the external program produces values, or if the reorder points are to be manually determined, these are the fields that are populated.

Setting the MRP Type to ND stops MRP from being run for that particular product location combination.
Automatic Reorder Point in SAP ERP
When calculated automatically using the SAP ERP base functionality, SAP has the following quote on how this works.
“If you choose the automatic reorder point planning procedure then both the reorder level and the safety stock level are determined by the integrated forecasting program.(emphasis added) The system determines the forecast values for future requirements by means of historical data. From these forecast values, the system then calculates the reorder level and the safety stock level, taking the service level,(emphasis added) which is specified by the MRP controller, and the material’s replenishment lead time into account. The system then records these two values in the appropriate material master record. Since the forecast is carried out at regular intervals, the reorder level and the safety stock level are continually adapted to the current consumption and delivery situation. This means that a contribution is made towards keeping stock levels low.” – SAP Help
The Problem for Clients
This would be a problem for many clients that I work with. They don’t necessarily want their safety stock determined by an integrated forecasting program because they select automatic reorder point determination. Using this also means setting a service level and setting it for every product location combination. This can be another problem because companies typically don’t have a custom service level but often have blanked service levels. However, a blanked service level for large parts of the product database can be applied. Some scheme may look like the following:
- A Products: 98% Service Level
- B Products: 95% Service Level
- C Products 88% Service Level
Once the external program produces values, or if the reorder points are to be manually determined, these are the fields that are populated.

We show this screenshot again to point out where time-phased planning is set.
Time-Phased Planning with Reorder Point Planning in SAP ERP
SAP has the following quote on time-phased based planning:
“In this case, the material is not only planned on the MRP date recorded in the planning file, but it is also planned if stock falls below the reorder level due to a goods issue. When the stock level falls below the reorder level, the system automatically sets the net change planning indicator in the planning file which means that the material will be included in the next planning run.” – SAP Help
This essentially adds an extra control over the reorder point, making it aware between planning runs. The SAP application help says the following:
“Key that determines the day on which the material is planned and ordered. The planning cycle is a planning calendar that is defined in customizing for MRP. If you carry out the planning run and place orders every Monday and Tuesday. The system interprets an additional specified planned delivery time as the minimum delivery time. Must be assigned to the MRP Type that allows time phased planning.” – SAP Help
Forecast Based Forward Calculating Reorder Points
If one reads through any number of books on inventory management/supply planning, one will come across the following phrase in some shape or form:
Reorder points are a non-forecast based method for supply planning.
This was the original design of reorder points and is how reorder points are calculated in SAP ERP. However, SAP APO SNP changed the calculation method so that it calculates forward. With the reorder points in SAP ERP, it does not matter if you enter forecasts because the SAP reorder points do not forward calculate. However, in SAP APO, as long as forecasts are entered, and because of the reorder points in APO calculate by planned stock on hand (and not actual stock on hand), reorder point based orders can be created for the entire planning horizon.
This means that SAP has converted the reorder point to be a forecast based planning method. This is demonstrated in a mockup of the SAP APO planning book (the primary user interface for SAP DP and SAP SNP), which is included below:

As you can see, this spreadsheet mockup simulates the forward calculating reorder point in SNP. While there are no sales orders after the first time bucket, there are forecasts in every time bucket, and these drive reorder point based planned orders into the future. I have also “set” a maximum stock quantity, so APO would, therefore, manage its planned orders to come in underneath this maximum stock level.
Adjusting the Reorder Point Macro in APO to Not Forward Calculate
While forward calculation was a decision by APO development, it is not necessarily how all clients want to have their reorder points work. In fact, at one company I worked at, they wanted the option of both reorder point calculation methods.
This can be provided through an adjustment to the reorder point macro. The reorder points are set in the planning book based upon a value entered in the product location master. However, as with all macros, the reorder point macro can be adjusted. In fact, the adjustment that is required for the reorder point macro is quite minor and can be done easily.
The screenshot below shows the necessary change.

Planning Book Macros
However, there can be only one planning book macro per planning book. This means that the product location combinations which are to be assigned the standard macro must use one planning book, and the product location combinations which are to be assigned to the adjusted reorder point must be assigned and viewed in a different planning book.
As for implementing the reorder point run, both types of product locations can be assigned to the same SNP heuristic variant/profile. The differences do not take place in how the heuristic runs but rather in macros themselves. Therefore the steps for implementing the two different reorder points are as follows:
- Engage the business subject matter experts in selecting the product location combinations assigned to each reorder point type.
- Enter the reorder point levels into the product location master.
- Create duplicate planning books for each of the planning books you had intended to create.
- Adjust the reorder point macros of the duplicate planning books, as described earlier in this article.
- Create the selection profiles to assign each product location combination to the correct planning book and, therefore, the correct reorder point type.
Implementing Old Reorder Points with New SNP Implementations
Many companies are hazy when to use reorder points and when to use a supply planning procedure. When a company implements SAP SNP, it may have reordered points for many products that have worked very well. While reorder points are dismissed as unsophisticated, in fact, as I describe in my book “Supply Planning with MRP, DRP, and APS Software,” reorder points are both unfairly maligned. They can be calculated with some sophisticated methods.
Therefore, I would have to disagree with quite a few consultants that attempt to move companies away from reordering points. As I will describe, one of the reasons they do this is that combining reorder points and a procedure tends to be more work. However, it is, in my view, worthwhile and meets the standard business requirement for combining multiple supply planning methods.
Using Multiple Supply Planning Methods
This common question, along with the dearth of information on this topic, is the main reason I wrote “Multi-Method Supply Planning in SAP APO.” This book will show the business logic for multiple methods and how to configure SAP APO to implement multiple supply planning methods.
Conclusion
There are several alternatives for setting reorder points in SAP ERP. The automatic calculation of the reorder point in ERP is relatively straightforward. The calculation of the automatic reorder point is significantly more complex in SAP APO.
The decision that SAP APO development made is quite interesting. With their adjustment, they have changed a non-forecast based planning method into a forecast based planning method. This limit design caused one client to conclude that they would have to plan some of their SAP ERP products. However, this is not necessary. With a slight adjustment to the reorder point macro, APO can adjust to either reorder point calculation approaches.
The Benefits
This provides extra flexibility and is particularly beneficial for companies that have come to running reorder points without forwarding calculations. I would estimate that some projects have concluded that they need to plan their SAP ERP products to access these reorder points. That was the case for a project I arrived at, but we quickly changed that approach once we decided to adjust the reorder point macro. The reorder point, along with the target stock level, interoperates with the SNP heuristic. These are usually not considered full-blown “supply planning methods” but can be considered minor methods.
The SNP heuristic is often discussed as if it operates alone. However, the SNP heuristic is the main way of activating different minor methods, although the SNP heuristic can be run by itself without any of these minor methods.