
How to Best Understand Reorder Point Versus MRP
Executive Summary
- Reorder points have a poor reputation, and they are underused, but they are appropriate under certain circumstances.
- It is critical to understand how to reorder point contrasts with MRP or a non-forecast based planning versus forecast-based planning.
Introduction
MRP is a forecast-based planning method. Reorder points are a non-forecast or consumption-based planning method. That is, they are triggered by stock dropping below the reorder point. Each supply planning method can be used for product location combinations to good effect, but they tend to apply to opposite conditions related to forecast accuracy. You will learn the comparison and contrast of MRP versus reorder point planning.
What is ROP Inventory?
Our ROP definition will cover what reorder points do.
A reorder point is merely a quantity of stock or an interval at which a “reorder” or order is created. In reorder point planning, orders are not triggered by a specific requirement (such as a forecast or dependent requirement) but instead by depleting stock over time, eventually triggering the minimum stock level or reorder point. Reorder points can be used with any of the supply planning methods, or they can be used to control the supply plan without any of the methods exclusively. However, when used solely to control the supply plan, the company performs reorder point planning instead of forecast-based planning. MRP/DRP and APS (heuristic, allocation, cost optimization, inventory optimization) methods are forecast-based planning.
An ROP definition can be derived from reviewing an ROP formula. Our interactive calculator is available in this article.
Why Reorder Points Have a Poor Reputation
Reorder points are frequently criticized for not providing foresight. However, many of the arguments against reordering point planning don’t hold under scrutiny when considering products with specific demand history characteristics (I provide this scrutiny to specific anti-reorder point planning quotations taken from other books). Having worked in and implemented every supply planning method available in the software: reorder points have their place, and many of the critics of reorder point planning have unfounded reasons for resisting them.
The following quotation will use the term “requirements planning.” To most readers, what this is will not be apparent.
Requirements planning is the process of taking the forecast and exploding the bill of materials — which then drives orders.
This quotation, which will be discussed in this article, is from 1967. This was before MRP became a commonly implemented application.
Before MRP software existed, some people in companies calculated requirements this way. They did this primarily by doing the math with calculators and using a table. This logic of requirements planning was then migrated to the software.
When to Use Reorder Point Planning
Items placed on a reorder point methodology could be placed there for the following reasons.
Reason #1: Forecastability
They are difficult or impossible to forecast or have a level forecast because their demand history is so stable.
Reason #2: Lead Times
Their supply is relatively unconstrained, and their lead times are short. Any products in these categories are mostly either not worth the effort to plan with more advanced methods or advanced techniques do not add value to their planning over the simpler reorder point planning process.
This does not seem to be a very well-understood point by those who work in MRP/procedural planning. As is pointed out by E. A. Silver in his well-regarded paper on ideas related to inventory control for items with erratic demand patterns:
Most useable inventory control procedures are based upon assumptions about the demand distribution (e.g., unit sized transactions or normally distributed demand in a replenishment lead-time) that are invalid in the case of an erratic item. If this is not the case, the procedures tend to be computationally intractable.
This paper was written back in 1970. However, an enormous increase in computational power since that time has not made the problem more “tractable.” Although often overlooked, all supply planning methods are designed for products forecasted within a specified accuracy range.
When the Forecast Accuracy is Too Low
If the forecast accuracy is too low, the procedural methods of supply and production planning are undermined. If the forecast accuracy is extremely high, reorder point planning can provide equal quality but with much less effort.
- Procedural planning is the best fit for product location combinations with accuracy levels that are neither too low nor too high.
- Paradoxically, the understanding of where supply planning procedures can add value is different than this, with the concept being that the worse the forecast accuracy, the more a sophisticated planning system can add value.
There is a strong orientation within companies to create forecasts for all items in the product database. However, this does not necessarily mean that the forecast should be used for every product location combination in the supply planning system.
A forecast is created in the demand planning system. However, some portion of the product database cannot be reliably forecasted for most companies. This is covered in detail in the article When to Use Lean Versus MRP.
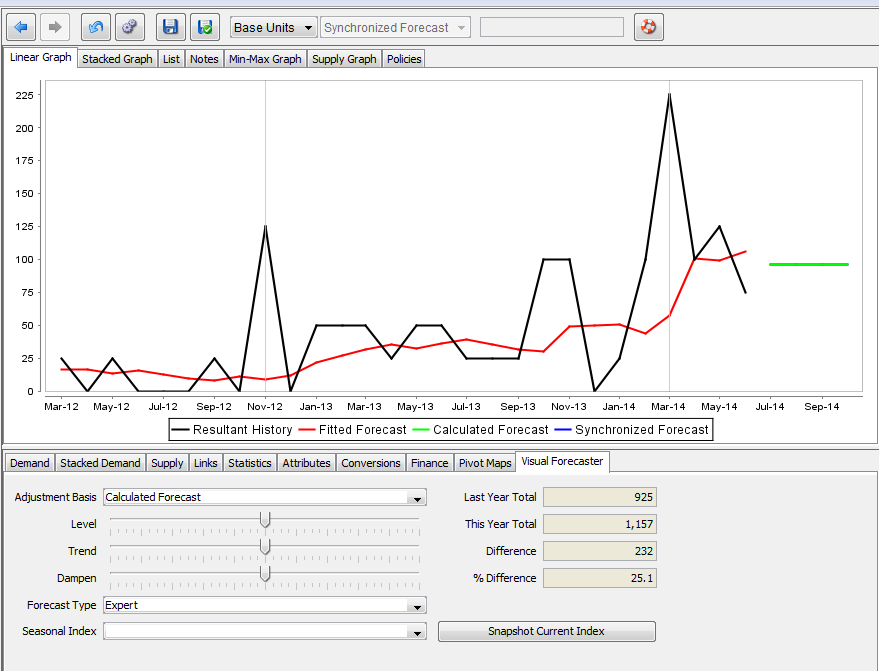
Observe this product’s demand history. How would the uptick in demand in March have been forecasted? There was a spike in November two years prior, but it was in November, not March. Many product locations fit into this type of category. Observe that the forecast for the future (shown by the green line) is a level forecast. This is because no pattern can be recognized.
Unless this distinction between forecastable and unforecastable product location combinations is recognized, forecasts are emphasized by demand planning for some product location combinations that add no value to the supply planning process. An unforecastable demand history will generate a level forecast. A level forecast pushed into the supply plan differs from reordering points regarding ordering quantities and order frequencies.
Improving Problematic Demand History with Complex Forecasting?
Specifically, not all product location combinations can have their forecast improved by a more complex forecasting method (which is the continual hope of many) than a simple long-horizon moving average, resulting in a level forecast. This applies equally to very stable products, as they also will use a level forecast. Reorder point planning for the finished good (as the associated finished and raw material supply plan is driven from the finished good supply plan) is a practical and low effort/low-cost approach for product location combinations that fall into this category.
Reorder Point Planning for Deployment/Outbound Supply Planning
Until now, we have discussed reorder point planning for the initial supply plan, which generates the purchase requisitions and the planned production orders. However, replenishment/reorder parameters are available at all the locations in a supply network. Therefore, there is nothing to say that reorder point planning cannot be used throughout the entire supply network, both inbound to the plant or regional distribution center and outbound for deployment.
In this way, reorder point planning can be used for deployment, which would mean removing them from the product location combinations from the used planning procedure. This is simple to do with most supply planning applications I have used.
The business should be tasked with re-determining the reorder point parameters for the product locations to be transitioned off the active planning track. If they are new to doing this, they may need some outside help from someone with a robust mathematical understanding of creating intelligent reorder points.
ROP Inventory Calculator
The reorder point calculator we have embedded into our website uses the following values.
- Average Lead Time Estimate as a Percentage of a Month
- Average Monthly Demand
- Economic Order Quantity
- Desired Service Level – Case Fill Rate
- Historical Forecast Error
Thus, an ROP definition would include a reorder point that needs to account for variability, the order size, the lead time, and the service level. An ROP definition would explain that the reorder point is the trigger when a new order is generated.
ROP Inventory
ROP inventory is the inventory that is associated with the reorder point. Therefore, the ROP inventory will be that portion of stock based on using the ROP. If we look at Lean principles, they often assume more frequent ordering.
Therefore, under Lean, the reorder point will tend to be higher. Thus, the ROP inventory can be considered the portion of inventory carried for setting a particular reorder point. The term ROP inventory is very infrequently used within companies.
Developments in Supply Planning after MRP
Many more sophisticated methods of planning have arisen since MRP, but all of these newer supply planning methods use ROP. Supply planning systems often allow the trigger of reorder points with either the MRP run or with the decrementation of inventory. Reorder point planning is called consumption-based planning because inventory is consumed until a trigger — the reorder point is hit — and then the order is generated.
This type of simple “requirements planning” technique has been used for many years. While its users often feel that it is superior to an order point system for ordering components (that is not the finished good or the raw material by the intermediate product), its use often results in excess inventory unless it is refined substantially. The explosion of the sheet (the BOM) can only show the total quantity required over a period of time, and this period must be long enough to cover the longest manufacturing or purchasing lead time of any component. Many companies do their planning on a quarterly basis, and must plan more than one quarter ahead, showing “firm requirements,” for the following quarter. This is necessary because any component requiring more than a week or two of manufacture could well be in short supply at the beginning of the next quarter if not planned for.
Further problems occur because the planning period is so long. Planning “firm requirements” for a thirteen week period requires a forecast of anticipated requirements for each end item; the farther out into the future this forecast is extended, the less accurate it will become. – Production and Inventory Control: Principles and Techniques
Issues with This Quotation
The first part of the quotation is interesting because it points out the issue of the planning horizon. In this case, it is a horizon, as calculated on paper. This is not a problem now as planning horizons can be extended with the computer performing the calculations automatically.
However, the second paragraph is still a problem. It is mitigated by the fact that the forecast can be changed up until the lead time. In the past, before computers, re-computation was not so simple. The author’s point is that performing the calculations before necessary would result in a less accurate plan.
When Requirements are Firmed with ROP Inventory Decisions
Mainly, the requirements should not be made firm until before the lead time of the components, as it makes sense to maintain flexibility until an order must be created. After this point, no forecast changes should be accepted or even discussed because the time for forecasting has passed.
Reorder Points Versus MRP or Forecast Based Planning
MRP has advantages over reorder point planning when a reasonably accurate forecast can be generated. However, when this is not the case, and with growing product proliferation and the overall decreasing level of forecastability of most product databases that companies maintain, the reorder point is the most efficient method of performing supply planning.
This can be determined by using forecastability to segment the product location database so that some of the product location databases can go out on MRP or other forecast-based supply planning methods. In contrast, the other database part can go out or be assigned reorder points.
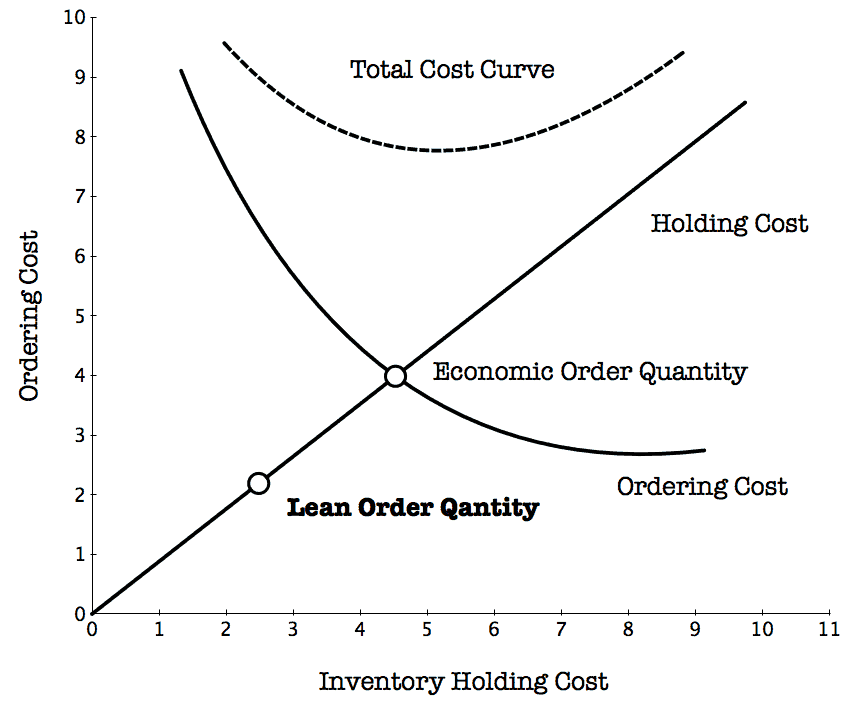
How Should EOQ and Other Supply Planning Parameters be Calculated?
One would be able to, for example:
Item #1: Simulation
Set the supply planning parameters in a way that one can simulate the impact on the overall supply plan. When using supply planning systems, inventory parameters are typically managed on a "one by one" basis. This leads to individual planners entering values without considering how inventory parameters are set across the supply network.
Item #2: Interactivity of Changes
This is the ability to see the relationship between changes to service levels and the simulated output.
Item #3: Seeing Financial Implications
This is the ability to see the impact on the dollarized inventory for different aggregate settings.
Item #4: Mass Change for Efficient Maintenance
This allow the parameters to be changed en mass or as a mass change function. Both supply planning systems are designed to receive parameters; they are not designed to develop the parameters.
 Getting to a Better Parameter Setting Capability
Getting to a Better Parameter Setting Capability
We developed an approach where EOQ and reorder points are calculated externally, which allows for a higher degree of control. And for the average inventory to be coestimated in a way that provides an observable total system inventory, holding cost, service level, and a picture of what is happening to the overall system. Calculating individual parameters like EOQ without an appreciation for the systemwide does not make any sense. Also, in many, perhaps even most cases, there is no reason to use EOQ for the purposes given above. Instead, an alternative custom order batching method can be created to replace EOQ. There is nothing magical about EOQ. It is not a "best practice." It will not provide you with "digital transformation." It is not "Six Sigma." You will not get a "black belt" for using it.
After observing ineffective and non-comparative supply planning parameter setting at so many companies, we developed, in part, a purpose-built supply planning parameter calculation application called the Brightwork Explorer to meet these requirements.
Few companies will ever use our Brightwork Explorer or have us use it for them. However, the lessons from the approach followed in requirements development for supply planning parameter maintenance are important for anyone who wants to improve order batching and supply parameters.
Conclusion
It is interesting to think that the planning horizon was calculated entirely with a table and a calculator. This lack of a perpetual inventory system and a permanent way of updating the forecast made the calculation timing quite important. Now, all calculations are instantly performed whenever a change is made.
The overall question of MRP versus reorder point mainly comes down to the ability to provide a forecast of low enough accuracy that MRP has a benefit.
Reorder point planning is an early approach to supply chain planning; however, while often dismissed as passé, it has applicability in several circumstances. Reorder point planning can be used effectively for products that are easy and difficult to forecast. What works well for products with erratic demand history works equally well for products with extremely stable demand history.
It is a relatively simple in a supply planning system to convert some product location combinations to pure reorder point planning and other product location combinations to being processed with a supply planning method. Furthermore, a product may be planned in one way at one location and a second way at another. Customizing the supply planning approach per the demand history at a product location rather than applying a blanket approach to all products will produce superior results.
Our Work in Supply Planning
This issue is one example, but there are many more questions and ways of optimizing supply planning by addressing questions just like this one for each company. We support clients in the optimization of supply planning systems. If this is something you are interested in, contact us at the chat widget in the lower right hand corner, or at support@brightworkresearch.com.